

уплотнение торцевое механическое bsm3n 28 g6
Вот смотришь на маркировку BSM3N 28 G6, и первое, что приходит в голову — стандартный одинарный торцовый уплотнитель для вала 28 мм. Но если копнуть глубже, как это часто бывает в нашей работе, начинаются нюансы, о которых в каталогах не пишут. Многие думают, что G6 — это просто посадка, бери и ставь. А на деле это целая история по натягам и тепловым зазорам, особенно когда речь идет о частых пусках-остановах или перепадах температур среды. Я сам не раз на этом попадался, пока не пришлось разбирать последствия на насосе горячего конденсата.
Разбор маркировки и типичные ошибки при интерпретации
Итак, BSM3N. Для многих это просто серия. Но если вспомнить практику, буква 'N' здесь часто указывает на исполнение с определенным типом упругих элементов — обычно это нитриловая резина, но не всегда. Видел случаи, когда заказчики, работающие с маслами, автоматически считали, что это подходит, а потом сталкивались с быстрым набуханием. Приходилось объяснять, что маркировка — это отправная точка, а не окончательный вердикт.
28 мм — казалось бы, всё просто. Однако, тут кроется первый подводный камень. Реальный диаметр вала после ремонтов или по спецификации оборудования может плавать. Я помню историю на одной ТЭЦ, где при замене уплотнения на питательном насосе оказалось, что вал сточен до 27.9 мм. Стандартное BSM3N 28 G6 начинало ?плыть?. Пришлось срочно искать вариант с нестандартным внутренним кольцом или рассматривать альтернативы.
А вот G6... Это, пожалуй, самый обсуждаемый параметр. Посадка с натягом. В теории обеспечивает отличную фиксацию вращающегося кольца на валу. Но на практике, если монтажник без должного опыта берется за установку без предварительного подогрева кольца, можно запросто повредить и керамику, и сам вал. Сам видел, как пытались запрессовать его кувалдой через старую втулку — результат предсказуем, треснувшее кольцо и простой агрегата на сутки.
Практические аспекты монтажа и ?подводные камни?
Монтаж — это отдельная песня. Казалось бы, инструкция есть. Но в полевых условиях, в тесной камере насоса, все выглядит иначе. Ключевой момент — чистота. Мельчайшая песчинка на уплотнительных поверхностях для пары BSM3N 28 G6 — это гарантированная течь в перспективе пары недель. У нас был случай на водоочистке, где из-за плохой промывки полости абразив ?прорезал? дорожку на карбиде кремния. Уплотнение, конечно, отработало недолго.
Еще один нюанс — соосность. Даже идеально подобранное уплотнение торцевое механическое bsm3n 28 g6 не спасет, если биение вала превышает допустимые 0.05 мм. Особенно чувствительна к этому именно керамика. Была у меня ситуация с циркуляционным насосом, где после замены подшипников не проверили биение. Уплотнение вышло из строя за месяц, хотя расчетный ресурс был на порядок выше. Пришлось разбирать, выставлять, и только потом ставить новое.
Смазка при установке. Кажется, мелочь. Но использовать нужно только ту, что рекомендована для конкретной пары трения. Однажды наблюдал, как техник смазал всё моторным маслом, а в агрегате был пропан. Масло растворилось, первичное уплотнение исчезло, и при пуске произошла разгерметизация. Хорошо, что обошлось без последствий.
Опыт работы с поставщиками и качеством продукции
Когда постоянно имеешь дело с такими узлами, начинаешь ценить надежных поставщиков. Рынок завален аналогами, но не все они одинаковы. Где-то керамика пористая, где-то пружины из неподходящей стали быстро садятся. Поэтому я всегда смотрю на производителя, который отвечает за свои допуски.
К примеру, когда мы начали сотрудничать с ООО Синтай Ваньмай Механические Уплотнения, обратил внимание на их подход. Они не просто продают bsm3n 28 g6, а реально интересуются условиями эксплуатации. Их сайт wm-seal.ru — это не просто каталог, там есть технические заметки, которые часто попадают в точку. Компания, как указано в их описании, занимается проектированием и производством, а это значит, что можно обсудить модификации. Для нас это критически важно.
Помню, им понадобился вариант BSM3N 28, но для среды с мелкодисперсными частицами. Стандартное исполнение бы заклинило. Специалисты ООО Синтай Ваньмай предложили изменить конфигурацию пружины и поставить пару трения карбид вольфрама — карбид вольфрама. Решение сработало, ресурс увеличился почти вдвое по сравнению с предыдущим поставщиком. Вот это я понимаю — не просто продажа, а инжиниринг.
Типичные сбои и анализ отказов
Почему выходит из строя даже правильно подобранное и установленное уплотнение? Чаще всего — из-за изменения рабочих условий. Допустим, поставили BSM3N 28 G6 на насос перекачки воды. Все хорошо. Потом технологи поменяли процесс, и появились гидроудары. Упругая нагрузка пружины не рассчитана на такие скачки давления, происходит отрыв колец, мгновенный износ и течь.
Вторая частая причина — сухой пуск. Даже кратковременная работа без смазки и охлаждения фатальна для торцевой пары. На одном из компрессоров была установлена система защиты, но ее отключили ?для упрощения пуска?. Итог — задиры на графите, перегрев и разрушение. Пришлось менять не только уплотнение, но и шлифовать вал.
Интересный случай был с ошибочной идентификацией. Пришел я на объект, смотрят — течет. Говорят: ?Ваше BSM3N 28 G6 не работает?. Начинаем разбирать, а там... уплотнение другой серии, просто внешне похожее. Кто-то из механиков когда-то поставил что попало. Это тоже урок: всегда нужно смотреть маркировку на самом изделии, а не на коробке.
Мысли о выборе и будущем таких решений
Сейчас многие гонятся за новыми технологиями, магнитными уплотнениями, например. Но для массы стандартных применений, где нужна надежность, ремонтопригодность и предсказуемость, классическое торцевое механическое уплотнение типа BSM3N остается рабочим вариантом. Его преимущество — понятность. Любой опытный слесарь с ним разберется, в отличие от некоторых ?навороченных? систем, требующих специального оборудования для обслуживания.
Что я бы улучшил в этой конкретной модели? Возможно, добавил бы больше вариантов материала вторичного кольца по умолчанию. Не только графит, но и, скажем, карбонит для более агрессивных сред. Это сократило бы время на спецзаказы. И еще — сделать более заметную маркировку по допустимому давлению. Часто ее просто не замечают.
В итоге, работа с уплотнение bsm3n 28 g6 — это постоянный баланс между стандартом и подстройкой под реальность. Нельзя слепо доверять каталогу, но и изобретать велосипед для каждой единицы оборудования не нужно. Главное — понимать принцип его работы, уважать допуски и помнить, что это точный механизм, а не просто кусок железа и керамики. И, конечно, иметь дело с теми, кто в этом разбирается не только на бумаге, как те же ребята из ООО Синтай Ваньмай, которые свое производство под конкретные задачи могут адаптировать. Это дорогого стоит в нашей работе.
Соответствующая продукция
Соответствующая продукция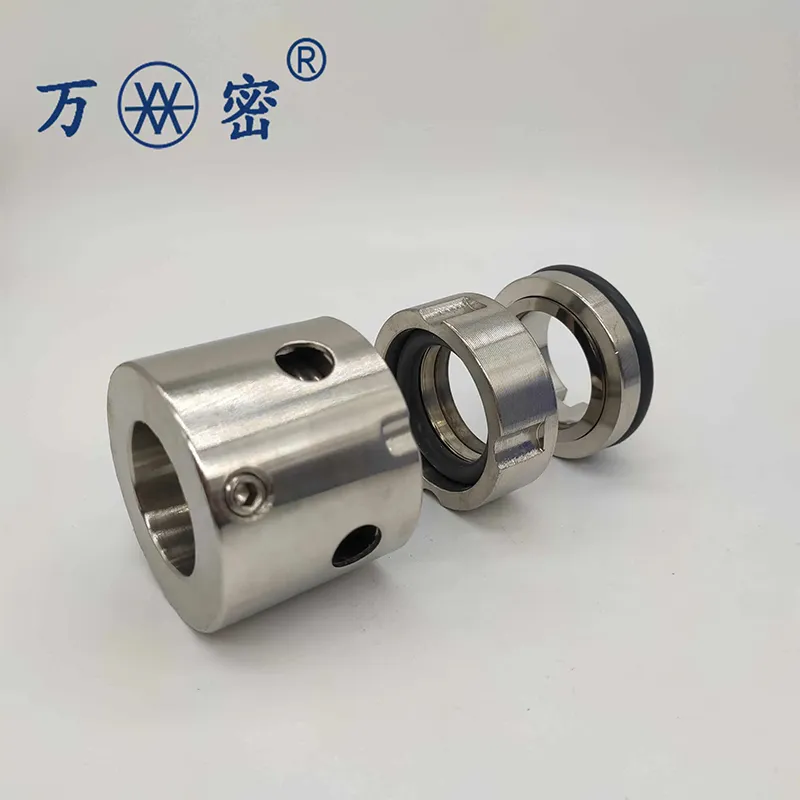








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Эластомерное сильфонное торцевое уплотнение вала
- Механическое уплотнение для насосов
- Уплотнение механическое BIA
- Механическое уплотнение для водяных и канализационных насосов
- Картриджное уплотнение насоса GLF 12мм /16мм/22мм
- Уплотнение механическое 202
- Ремонтные комплекты механических уплотнений для насоса CM
- Уплотнение механическое 108
- Механическое уплотнение для циркуляционных насосов
- Уплотнение деталей водяного насоса



