

Уплотнение погружного насоса
Когда говорят про уплотнение погружного насоса, многие сразу думают о сальниках или стандартных кольцах. Но в реальности, особенно в глубоких скважинах или агрессивных средах, всё куда сложнее. Частая ошибка — пытаться сэкономить на этом узле, считая его второстепенным. На деле же именно от качества и правильности выбора уплотнения зависит, сколько проработает насос без ремонта — год или десять лет. Сам сталкивался с ситуациями, когда после замены насоса клиент через полгода снова звонил с той же проблемой: течь в двигательном отсеке. И почти всегда причина была не в самом насосе, а в том, что поставили не то уплотнение или смонтировали его с нарушениями.
Основные типы уплотнений и где они ?живут?
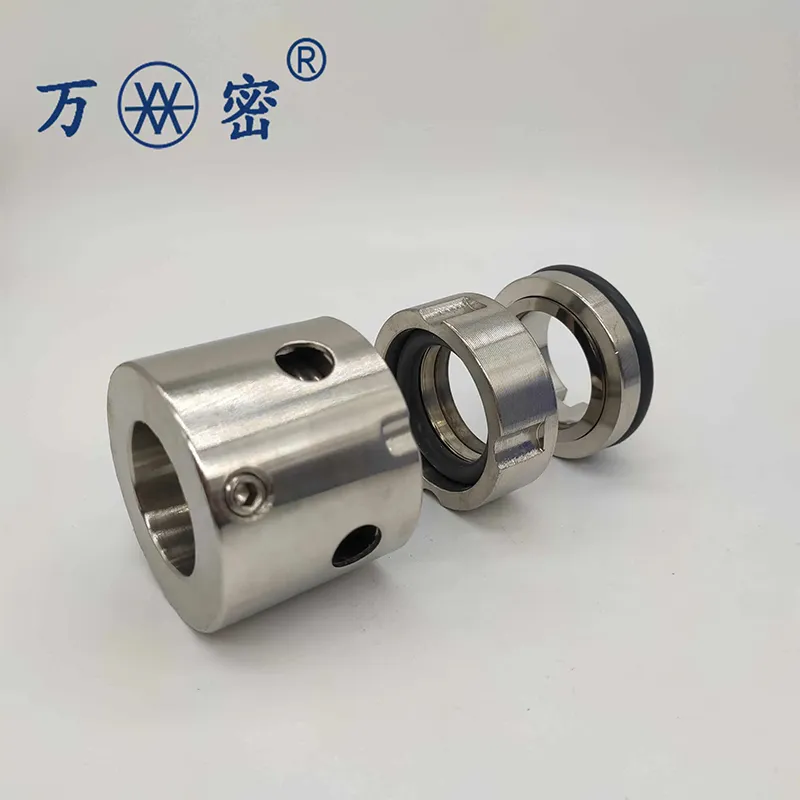
Если брать классические погружные насосы для воды, то там чаще всего встречаются торцевые механические уплотнения. Их принцип вроде бы прост: две полированные поверхности (кольца) прижаты друг к другу — одна вращается с валом, другая статична. Между ними образуется тончайшая плёнка жидкости, которая и герметизирует зазор. Но вот нюансов — масса. Материал пар трения: часто это керамика против графита или карбид вольфрама против оксида алюминия. Для чистой воды сгодятся и стандартные пары, но если в воде есть песок, абразивные взвеси — керамика может быстро выйти из строя, появятся сколы. Тогда начинается протечка.
В насосах для агрессивных сред — скажем, в химической промышленности или при откачке загрязнённых стоков — применяются уплотнения из специальных материалов: силицированного графита, нержавеющей стали особых марок, иногда даже с покрытиями. Тут уже без точного знания химического состава перекачиваемой среды не обойтись. Однажды был случай на пищевом производстве: насос для сиропа постоянно тек. Оказалось, в сиропе была небольшая концентрация кислоты, на которую стандартное уплотнение не было рассчитано. Заменили на пару с более инертным материалом — проблема ушла.
Ещё есть сальниковые уплотнения, но в современных погружных насосах их применяют реже — требуют постоянного обслуживания, подтяжки. Хотя для некоторых специфических задач, где возможен частый контакт с твёрдыми частицами, их ещё используют. Но это, скорее, исключение.
Почему уплотнение выходит из строя раньше времени
Самые частые причины поломок, которые вижу на практике, редко связаны с заводским браком. Чаще — с неправильной эксплуатацией или монтажом. Первое — ?сухой? пуск. Если насос поработал без воды даже короткое время, уплотнительные поверхности перегреваются, теряют плоскостность, и герметичность нарушается. Второе — вибрация. Если насос неправильно закреплён или работает в режиме кавитации, вибрация разрушает тонкую структуру контакта между кольцами. Появляется люфт, износ ускоряется.
Третья причина — загрязнение. Даже если уплотнение рассчитано на небольшие взвеси, попадание песка или волокон прямо в зону контакта колец действует как абразив. Иногда помогает установка дополнительных защитных шайб или лабиринтных уплотнений перед основным. Но это нужно предусматривать на этапе подбора.
И четвёртое — банально неправильный подбор по давлению. Уплотнение имеет граничные параметры по давлению среды. Если, например, насос опущен на глубину 150 метров, а уплотнение рассчитано на 10 атмосфер, оно просто не выдержит. Приходится либо ставить двойное или тандемное уплотнение, либо искать более стойкий вариант.
Опыт подбора и сотрудничество со специализированными производителями
Раньше часто брали то, что предлагал поставщик насосов, или пытались найти аналог подешевле. Но после нескольких неудач понял, что лучше работать напрямую с производителями, которые специализируются именно на уплотнениях и могут дать техническую консультацию. Например, когда потребовалось уплотнение для насоса, работающего в шахтных условиях с высокой минерализацией воды, обратились в компанию ООО Синтай Ваньмай Механические Уплотнения. Их сайт https://www.wm-seal.ru — это не просто каталог, там есть технические разделы с описанием материалов, чертежи. Сама компания занимается проектированием, производством и продажей механических уплотнений, что важно — они могут адаптировать стандартные модели под конкретные условия.
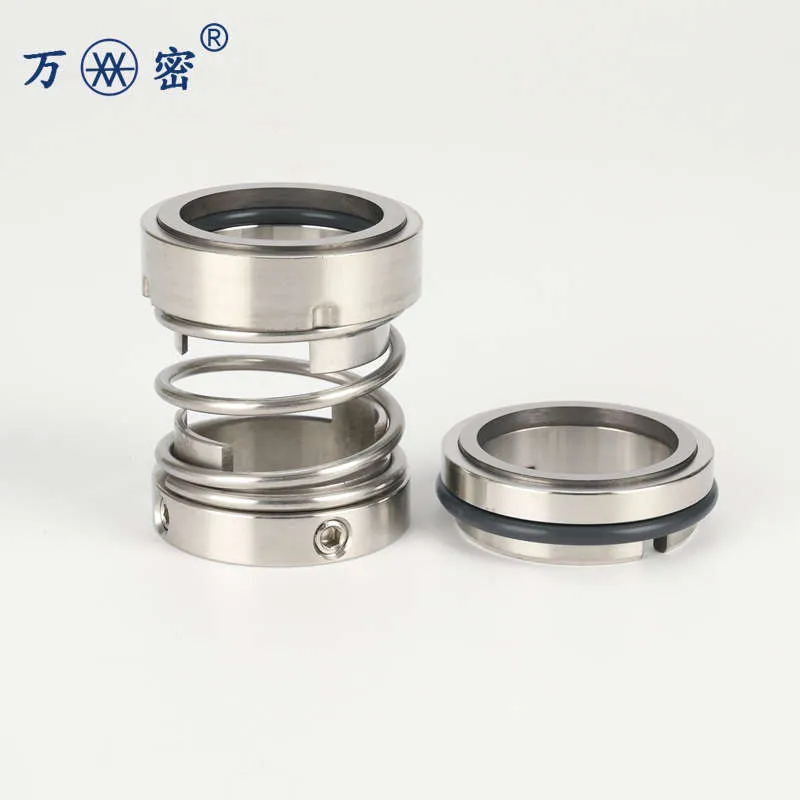
В том случае они предложили не просто готовое уплотнение из каталога, а запросили данные по химическому анализу воды, температуре, рабочему давлению. В итоге поставили вариант с парой трения карбид вольфрама / угольный графит с упрочнёнными пружинами из нержавеющей стали. Насос с этим уплотнением отработал уже более трёх лет без нареканий, хотя предыдущие аналоги меняли каждый год.
Такой подход — когда производитель вникает в детали применения — сейчас редкость. Чаще всего предлагают ?что есть в наличии?. Поэтому для критичных применений я теперь всегда стараюсь найти специализированного поставщика, который сможет не только продать, но и технически поддержать. ООО Синтай Ваньмай Механические Уплотнения как раз из таких — их профиль позволяет решать нестандартные задачи по герметизации, что для погружных насосов часто и требуется.
Монтаж: мелочи, которые решают всё
Даже самое дорогое и правильно подобранное уплотнение погружного насоса можно убить при установке. Первое правило — чистота. Малейшая песчинка или волосок, попавшие между кольцами при монтаже, сведут на нет все усилия. Рабочее место должно быть чистым, руки — в перчатках. Второе — аккуратность с пружинами и резиновыми элементами (манжетами, O-rings). Их легко повредить острым инструментом или перекрутить.
Третье — правильная посадка на вал. Уплотнение должно садиться без перекосов, равномерно. Иногда для этого нужны специальные монтажные оправки. Ни в коем случае нельзя забивать его молотком — только аккуратно запрессовывать. И обязательно проверить соосность вала и посадочного места перед установкой. Если есть даже небольшой перекос, уплотнение будет изнашиваться неравномерно и быстро потечёт.
После монтажа, перед первым пуском, желательно по возможности прокачать систему на чистой воде, чтобы ?притереть? кольца и вымыть возможные мелкие частицы. Это особенно важно для новых или отремонтированных насосов.
Когда ремонтировать, а когда менять полностью
Часто задают вопрос: можно ли отремонтировать уплотнение, если оно потекло? В теории — да, если это разборная конструкция и есть ремкомплект (новые кольца, пружины, манжеты). Но на практике, особенно с погружными насосами, которые работают в сложных условиях, ремонт редко бывает целесообразным. Во-первых, чтобы добраться до уплотнения, нужно поднять насос, разобрать его — это трудозатраты. Во-вторых, если одна часть уплотнения изношена, скорее всего, и сопряжённая поверхность на валу или корпусе тоже имеет повреждения. Простая замена кольца может не дать долгого эффекта.
Поэтому в большинстве случаев, особенно для насосов, работающих на большой глубине или в агрессивных средах, рекомендую менять уплотнительный узел в сборе. Да, это дороже, но надёжнее. Исключение — плановое обслуживание, когда уплотнение меняют до того, как оно вышло из строя, по регламенту. Но такое бывает в основном на ответственных промышленных объектах.
Ещё один момент: если насос вышел из строя из-за перегрева или работы на сухую, помимо уплотнения обязательно нужно проверять состояние подшипников и обмоток двигателя. Часто эти проблемы идут вместе.
Вместо заключения: на что смотреть сегодня и завтра
Сейчас появляются новые материалы для пар трения — различные композиты, керамики с покрытиями, которые увеличивают ресурс. Становится больше предложений по двойным и даже тройным уплотнениям для сверхсложных условий. Но основа остаётся той же: без грамотного подбора под конкретные условия и качественного монтажа даже самая современная технология не сработает.
Для себя сделал вывод, что при работе с погружными насосами уплотнение — это тот узел, на котором нельзя экономить ни время, ни деньги. Лучше один раз потратить силы на консультацию со специалистами, как те же в ООО Синтай Ваньмай Механические Уплотнения, подобрать оптимальный вариант и правильно его установить, чем потом регулярно поднимать насос и тратиться на ремонты. В долгосрочной перспективе это окупается многократно. Да, иногда хочется взять что-то подешевле и побыстрее, особенно когда клиент давит. Но опыт показал, что в 9 случаях из 10 такой подход приводит к повторному вызову и, в конечном счёте, к репутационным издержкам. А в нашем деле доверие клиента — главный актив.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- насос водяной арлет 100 устройство сальникового уплотнения
- Механическое уплотнение
- Уплотнение механическое CR/CRN
- Сильфонное механическое уплотнение
- Уплотнительный узел водяного насоса
- Уплотнение механическое 301
- Механическое уплотнение для насосов Flygt
- Уплотнение механическое 155
- уплотнение водяного насоса камаз
- mechanical seal механические уплотнения



