

Уплотнение насосов Lowara
Когда говорят про уплотнение насосов Lowara, многие сразу думают о подборе аналога по размерам. Это первая и главная ошибка. Сам по себе насос — агрегат надежный, но его долговечность на 70% зависит от того, что стоит на валу. И речь не только о марке уплотнения, а о совокупности: среда, давление, температура, биение вала, правильность монтажа. Часто вижу, как люди заказывают ?такое же, как стояло?, а через полгода снова течь. Проблема в том, что первоначальная причина выхода из строя могла быть не в износе уплотнительных пар, а, скажем, в кавитации или перекосе при установке. Вот об этом и хочу порассуждать, исходя из того, что приходилось видеть и делать самому.
Почему ?родное? — не всегда синоним ?лучшего?
Lowara в базовой комплектации часто идет с сальниковыми уплотнениями или простыми торцевыми механическими. Для воды в идеальных условиях — этого может хватить надолго. Но идеальных условий не бывает. В системах отопления, например, где антифриз или повышенная температура, стандартные керамика-графит могут начать подтекать гораздо раньше. Тут встает вопрос о модернизации узла уплотнения еще на этапе подбора замены.
Мы в своей практике, в ООО Синтай Ваньмай Механические Уплотнения, часто сталкиваемся с запросами именно на нестандартные решения для насосов Lowara. Не для рекламы, а как факт: люди находят нас по сайту wm-seal.ru, когда понимают, что нужна консультация и изделие под конкретные параметры, а не просто деталь с артикулом. Наш профиль — проектирование и производство, что позволяет варьировать материалы и конструктив.
Был случай на пищевом производстве: насос Lowara качал сироп. Клиент жаловался на частые замены. Оказалось, среда липкая, кристаллизуется, попадала между friction faces и мешала их прилеганию. Стандартное уплотнение не справлялось. Решили делать пару из карбида вольфрама и угольного материала с особыми пропитками. И — что ключевое — изменили конфигурацию пружины, чтобы она была менее чувствительна к залипанию. Результат — ресурс вырос втрое. Но важно: пришлось лично ехать, замерять биение, смотреть на обвязку насоса.
Типичные ошибки при монтаже, которые убивают даже хорошее уплотнение
Здесь можно долго говорить, но выделю две самые грубые. Первая — установка уплотнения на поврежденный или загрязненный вал/втулку. Кажется очевидным? На практике — сплошь и рядом. Задиры, коррозия, старый герметик — все это нарушает соосность и плавающую способность подвижной части. Уплотнение работает с перекосом, локальный перегрев — и прощай, герметичность.
Вторая — неправильная затяжка. Механическое уплотнение — это не сальник, который нужно поджимать по мере протечки. Его затягивают руками до упора, по инструкции, а потом — возможно — на пол-оборота ключом. Если перетянуть, резиновые сильфоны или O-rings деформируются, создавая излишнее давление на торцы. Это приводит к ускоренному износу и перегреву. Видел, как монтажники, по старой привычке, зажимали его ?от души?. Итог — новый дорогой картридж выходил из строя за месяц.
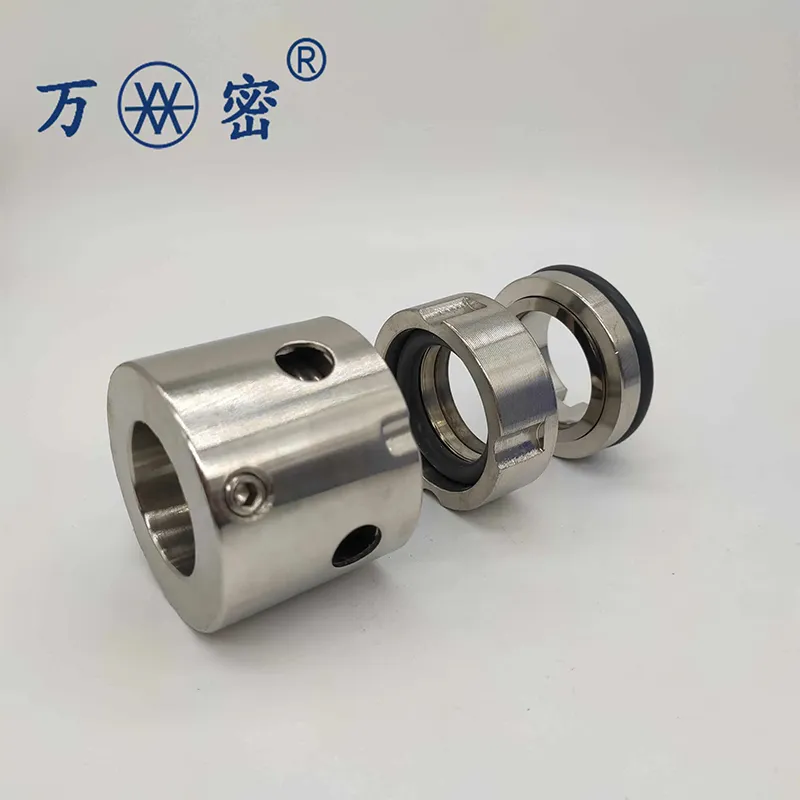
И еще нюанс, специфичный для многих насосов Lowara с cartridge seal. Казалось бы, картриджная сборка — она для того и создана, чтобы минимизировать человеческий фактор. Но! Если картридж не отцентрован относительно вала при предварительной установке (до затяжки крепежа), то вся идея идет прахом. Нужно дать сборке ?самоустановиться?, слегка пошатав ее, прежде чем фиксировать окончательно. Об этом редко пишут в мануалах, понимание приходит с опытом, часто горьким.
Взаимодействие с другими компонентами: на что еще смотреть
Уплотнение — не остров. Его работа напрямую зависит от состояния подшипников насоса. Если есть люфт в подшипниках, вал начинает вилять, и никакое, даже самое продвинутое уплотнение насосов Lowara, не спасет. Поэтому всегда при диагностике течи первым делом проверяю осевой и радиальный люфт. Иногда экономически выгоднее сразу заменить и подшипниковый узел, чем дважды менять уплотнение.
Второй момент — система охлаждения и промывки. Для агрессивных или высокотемпературных сред часто требуется барьерная жидкость или промывка уплотнения. В насосах Lowara для этого могут быть штатные каналы. Ошибка — игнорировать их или подключать не туда/не под тем давлением. Помню проект с горячей водой (95°C). Уплотнение было рассчитано на температуру, но быстро вышло из строя. Оказалось, забит канал подвода чистой воды для охлаждения торцевых пар. Прочистили, восстановили поток — проблема ушла.
И третий, часто упускаемый из виду фактор — трубные напряжения. Если нагнетательный или всасывающий патрубок насоса при монтаже был ?подтянут? с усилием, чтобы состыковать фланцы, корпус насоса может быть под напряжением. Это приводит к микроперекосам, которые передаются на посадочные места уплотнения. Визуально насос стоит ровно, а внутри — постоянный дисбаланс. Такие случаи сложно диагностировать, нужно отключать трубопроводы и проверять соосность заново.
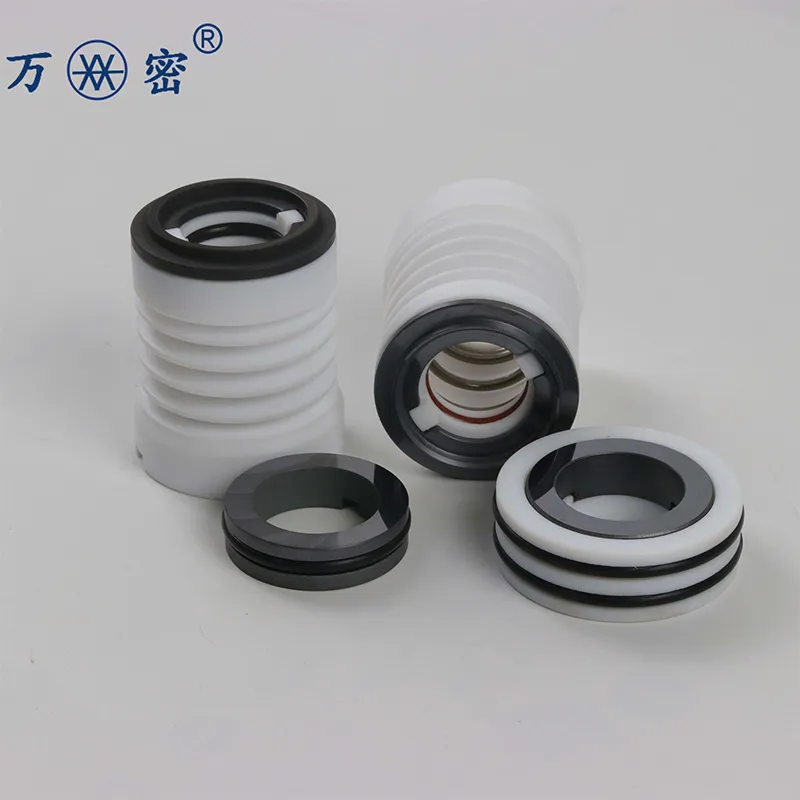
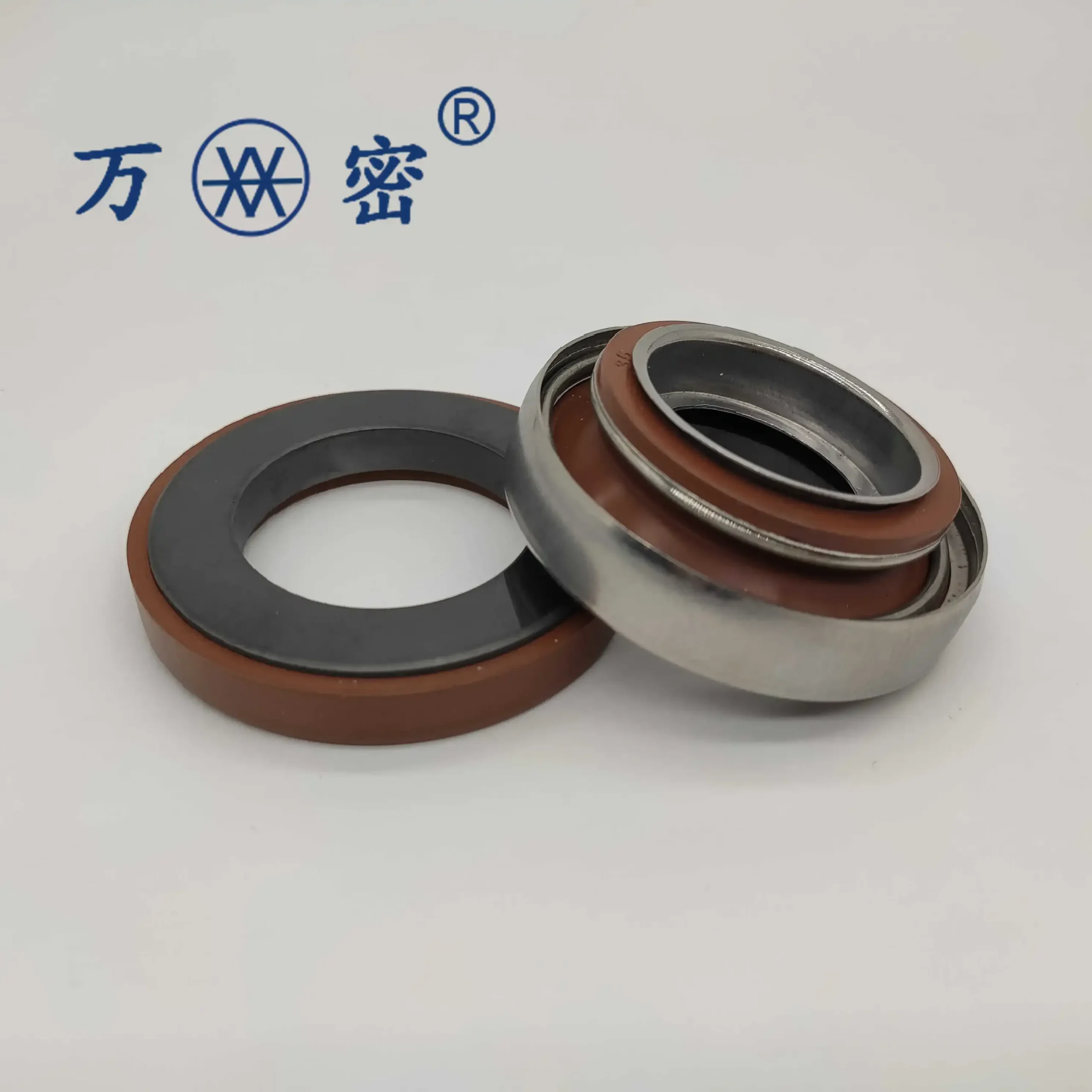
Материалы: выбор между надежностью и экономией
Стандартный набор для воды: керамика (Al2O3) vs угольный графит. Работает. Но что такое ?вода?? Если это водопроводная вода с хлором, графит может разрушаться быстрее. Если скважинная вода с абразивом (песок), керамика покроется рисками. Тут уже нужно рассматривать пары типа карбид кремния vs карбид кремния. Да, дороже. Но при наличии абразива это не вопрос выбора, а необходимость.
Для химических сред все сложнее. Материалы эластомеров (O-rings, сильфоны) часто важнее, чем материалы торцевых пар. EPDM, Viton, PTFE — каждый имеет свой химический и температурный паспорт. Был печальный опыт, когда поставили уплотнение с фторкаучуком (FKM) в среду с высоким содержанием аммиака. Материал быстро потерял эластичность, уплотнение дало течь. Пришлось переделывать на PTFE. Теперь всегда запрашиваю у заказчика полный химический состав среды, а не просто ее название.
Производственные возможности, как у нас на wm-seal.ru, позволяют подбирать и комбинировать материалы практически под любую задачу. Но ключ — в диалоге с инженером на объекте. Без понимания реальных условий любые, даже самые качественные механические уплотнения, обречены на преждевременный выход из строя. Иногда правильнее предложить клиенту не просто деталь, а комплексное решение, включая, возможно, модернизацию узла.
Когда ремонт не имеет смысла, и нужно менять подход
Есть ситуации, где замена уплотнения на аналогичное — это борьба со следствием. Классический пример — работа насоса в режиме ?сухого хода? или с крайне низким расходом. Перегрев гарантирован, торцевая пара растрескивается. Можно ставить уплотнения с термостойкими материалами, но это полумера. Правильное решение — установка датчиков контроля потока или давления, изменение логики работы системы. Об этом нужно говорить с заказчиком, даже если это означает для нас разовую продажу, а не регулярные замены.
Другой случай — сильная кавитация. Вибрация и гидроудары разрушают не только рабочее колесо, но и крайне негативно влияют на механические уплотнения. Поверхности торцов не успевают сойтись в стабильной жидкостной пленке, происходит ударный контакт, быстрый износ. Если в системе есть кавитация, сначала нужно устранять ее причину (диаметр труб, настройка задвижек, параметры насоса), а потом уже думать об уплотнении.
В итоге, возвращаясь к началу. Уплотнение насосов Lowara — это тема не для каталога запчастей, а для технического анализа. Нужно смотреть вглубь: почему вышло из строя старое? Каковы реальные условия работы? Что еще в системе требует внимания? Только так можно подобрать решение, которое проработает долго. И да, иногда это решение может быть нестандартным и требующим индивидуального изготовления, как раз то, чем мы и занимаемся. Главное — не гнаться за простой заменой, а искать корень проблемы. Тогда и насос будет работать как швейцарские часы, и клиент останется доволен.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Уплотнение механическое 301
- Уравновешенное механическое уплотнение
- Уплотнение механическое CR/CRN
- Торцевое уплотнение вала водяного насоса
- Уплотнение грязевого насоса
- Уплотнение механическое JMK
- Уплотнение механическое 104
- Механическое уплотнение John Crane
- Механическое уплотнение для конденсатного насоса
- механическое уплотнение купить



