

Уплотнение механическое JMK
Когда слышишь ?Уплотнение механическое JMK?, первое, что приходит в голову — это очередной каталог с цифрами и чертежами. Многие, особенно те, кто только начинает работать с набивками и сальниками, думают, что главное — это соответствие ГОСТу или заявленному давлению. На деле же, я бы сказал, самое интересное начинается, когда ты уже поставил это уплотнение на вал и запустил агрегат. Тут-то и вылезают все нюансы, о которых в спецификациях часто умалчивают.
Не просто буквы в маркировке
Взять, к примеру, эту самую аббревиатуру JMK. По опыту, она может означать не столько конкретную модель, сколько целый подход к конструкции. Часто это уплотнения с несколькими точками контакта, где важна не просто твердость пар трения, а их сочетание. Скажем, графит и керамика — классика, но в JMK-исполнении бывает важен угол наклона рабочей кромки, который не всегда указан в документации. Мы в ООО Синтай Ваньмай Механические Уплотнения сталкивались с тем, что клиент присылал запрос именно на JMK, а по факту ему нужна была доработка посадочного места — стандартное уплотнение просто ?гуляло?.
Отсюда и первый практический вывод: нельзя слепо доверять маркировке. Лучше всегда уточнять, для какого именно узла и среды. У нас на сайте wm-seal.ru мы стараемся выносить эти детали в отдельные памятки, но живого общения это, конечно, не заменяет. Была история с насосом для перекачки суспензии — ставили, казалось бы, подходящее по всем параметрам механическое уплотнение, а оно выходило из строя через 200 часов. Разобрались — оказалось, проблема в вибрации вала, которую не учли при подборе. Пришлось менять не уплотнение, а балансировать узел.
Именно поэтому в описании нашей компании мы делаем акцент не просто на продаже, а на проектировании. Потому что без понимания процесса, в котором будет работать уплотнение, даже самая качественная деталь может не вытянуть.
Где кроются типичные ошибки монтажа
Одна из самых распространенных проблем, с которой сталкиваешься на выездах — это неправильная установка. Казалось бы, все просто: поставил на вал, затянул. Но нет. Например, для того же Уплотнения механического JMK критична чистота поверхности вала. Не просто отсутствие задиров, а именно шероховатость в определенном диапазоне. Видел случаи, когда технологи, пытаясь улучшить прилегание, полировали вал до зеркального блеска — а уплотнение начинало подтекать почти сразу. Обратный эффект.
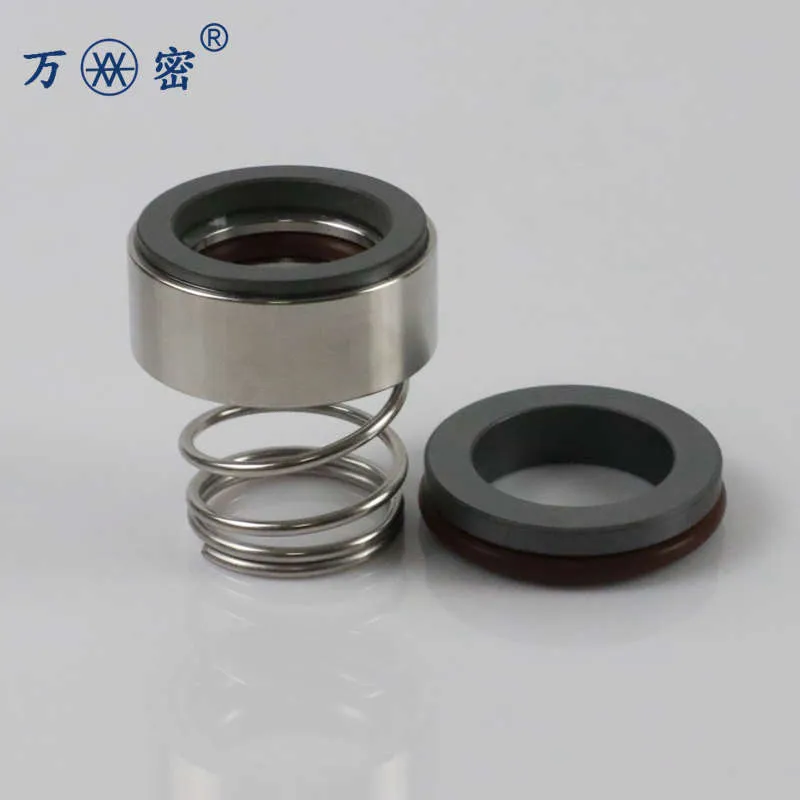
Другая точка — это осевой зазор. Его часто либо не оставляют вовсе, либо делают слишком большим. В первом случае уплотнение перегревается из-за излишнего прижима, во втором — не успевает компенсировать биения. Тут нет универсального рецепта, все зависит от температурного расширения материалов конкретной пары. Мы в своем производстве для таких нюансов всегда оставляем поле для регулировки в конструкции, но и это не панацея — нужно, чтобы монтажник на месте понимал, что он делает.
А еще есть момент с смазкой при установке. Некоторые думают, что чем больше смазки, тем лучше. Для сальниковых набивок — может быть, да. Но для торцевых механических уплотнений излишек смазки в зоне контакта может собрать всю абразивную взвесь из среды и работать как наждак. Рекомендуем тонкий слой только на упругий элемент и внешнюю поверхность, но никак не на трущиеся поверхности. Это кажется мелочью, но на ресурсе сказывается сильно.
Среда работы — главный диктатор
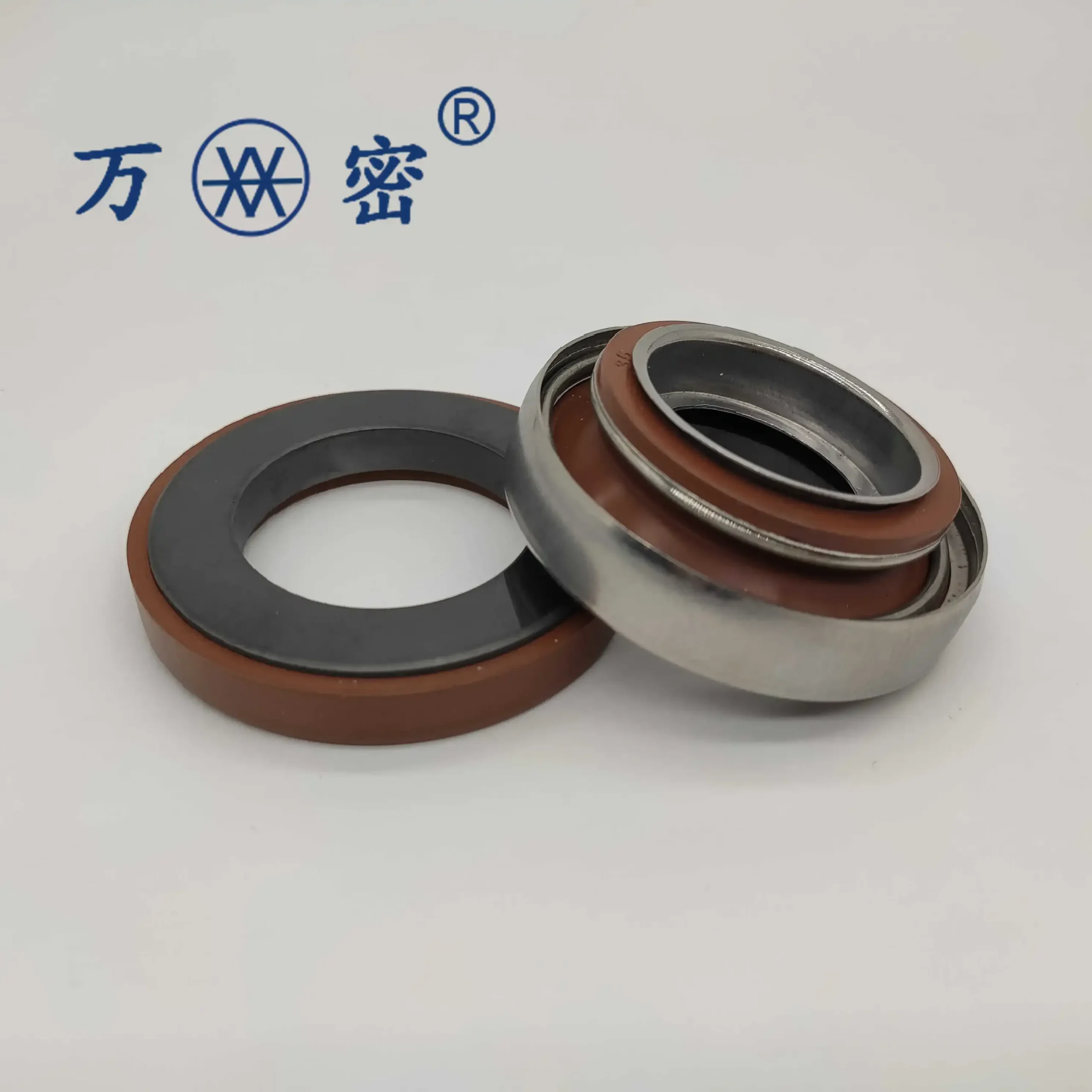
Вот что действительно определяет выбор — так это среда. JMK-исполнения часто ищут для агрессивных или абразивных сред. Но ?агрессивная? — это слишком широко. Кислота? Щелочь? Раствор с твердыми частицами? Для каждого случая своя логика. Например, для горячих щелочей иногда важнее стойкость упругого элемента (скажем, силикона), чем твердость керамической пары. А для песко-водяной смеси, наоборот, вся ставка делается на износостойкость торцевой пары.
У нас был проект для химического комбината, где требовалось уплотнение для смесителя с соляной кислотой средней концентрации. Клиент изначально хотел уплотнение с парой ?карбид вольфрама — карбид вольфрама?, дорогое и, казалось бы, надежное. Но мы, зная, что в среде есть следы фтористых соединений, предложили альтернативу — керамику высокой плотности против угольной графитовой составляющей. Почему? Потому что карбид вольфрама в присутствии фтора может подвергаться коррозии. Решение оказалось дешевле и проработало в полтора раза дольше запланированного срока. Это тот случай, когда теоретические знания по химии материалов напрямую влияют на практический результат.
Поэтому на нашем сайте в разделе проектирования мы всегда просим максимально подробные данные по среде: не просто ?вода?, а температура, pH, наличие взвесей, размер частиц, возможность кавитации. Без этого разговор о подборе механического уплотнения JMK теряет смысл.
Вопросы, которые стоит задать себе до заказа
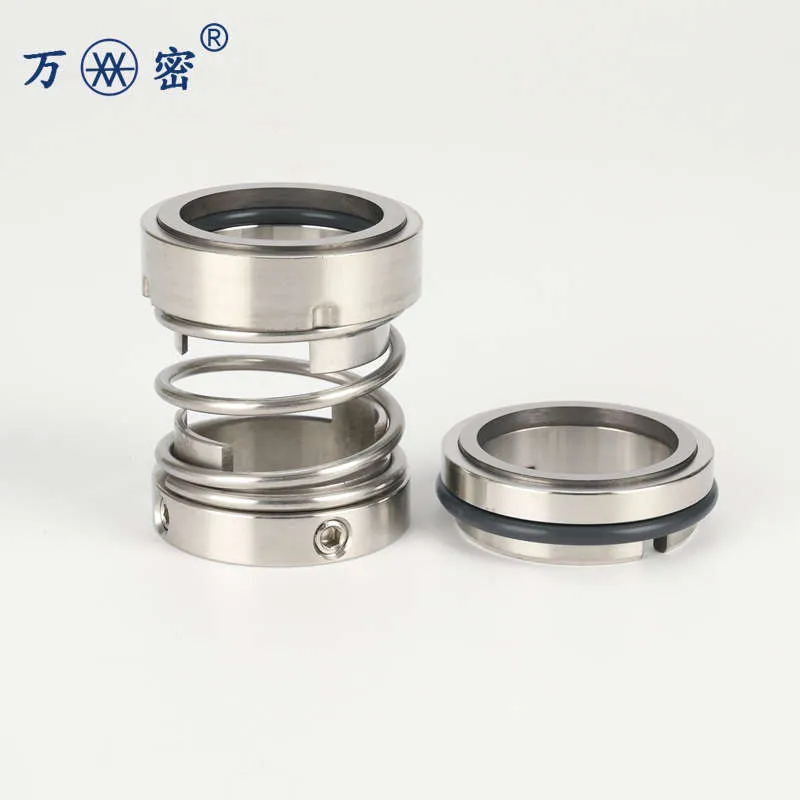
Прежде чем открывать каталог или отправлять запрос, как у нас, в ООО Синтай Ваньмай, я бы советовал ответить на несколько неочевидных вопросов. Первый: а каков ожидаемый ресурс? Иногда клиенты хотят ?на века?, но для ремонтируемого насоса, который останавливают раз в полгода на ТО, это не нужно — можно ставить более простую и дешевую модель. Второй: кто и как будет его менять? Если на объекте нет специалистов, то лучше закладывать уплотнение с максимально простой процедурой замены, возможно, даже картриджного типа, пусть оно и дороже.
Третий, и очень важный: а что было на этом месте раньше и почему вышло из строя? Часто стараются просто повторить старую деталь, не анализируя причину поломки. А она могла быть вторичной — скажем, уплотнение текло из-за износа подшипников и повышенного биения вала. Поставишь новое — и история повторится. Мы всегда просим предоставить фото вышедшего из строя узла. По характеру износа (равномерный, сколы, коррозия) можно многое понять.
И последнее: готовы ли вы к небольшой доработке узла? Иногда для установки оптимального по характеристикам уплотнения механического нужно немного расточить корпус или изменить посадку. Это увеличивает стоимость и время первого ремонта, но зато дает гарантированный результат на годы. Не все на это идут, предпочитая ?как было?, но те, кто соглашается, обычно потом благодарят.
Неудачи, из которых учатся
Без неудач в этом деле никуда. Признаюсь, у нас тоже были промахи. Один запомнился особенно. Заказчик просил уплотнение для высокооборотного центрифуги (под 15 тыс. об/мин). Среда — органический растворитель. Подобрали конструкцию с легкими угольными кольцами и специальными пружинами, все по расчетам. Сделали, поставили. На испытаниях все было идеально. А в реальной работе уплотнение начало течь через неделю.
Стали разбираться. Оказалось, на производстве был неучтенный параметр — кратковременные, но регулярные скачки давления в системе при запуске соседних аппаратов. Наши расчеты были на статическое давление, а динамические удары создавали микрозадиры на поверхности. Уплотнение не успевало ?отойти? и восстановить контакт. Пришлось переделывать, меняя материал упругого элемента на более жесткий и увеличивая силу прижима, хоть это и вело к большему тепловыделению. Но сработало. Этот случай теперь у нас как учебный — он хорошо показывает, что расчеты и испытания должны максимально приближаться к реальным, часто неидеальным, условиям эксплуатации. Именно поэтому в своем производстве мы сейчас закладываем больший запас по динамическим нагрузкам для уплотнений серии JMK и им подобных.
В итоге, возвращаясь к Уплотнению механическому JMK. Это не волшебная таблетка, а инструмент. И как любой инструмент, оно работает только в умелых руках и при правильном применении. Главное — не бояться копать глубже спецификации, задавать неудобные вопросы о процессе и быть готовым к тому, что первое решение может потребовать корректировки. Опыт, в том числе и горький, здесь — самый ценный актив.
Соответствующая продукция
Соответствующая продукция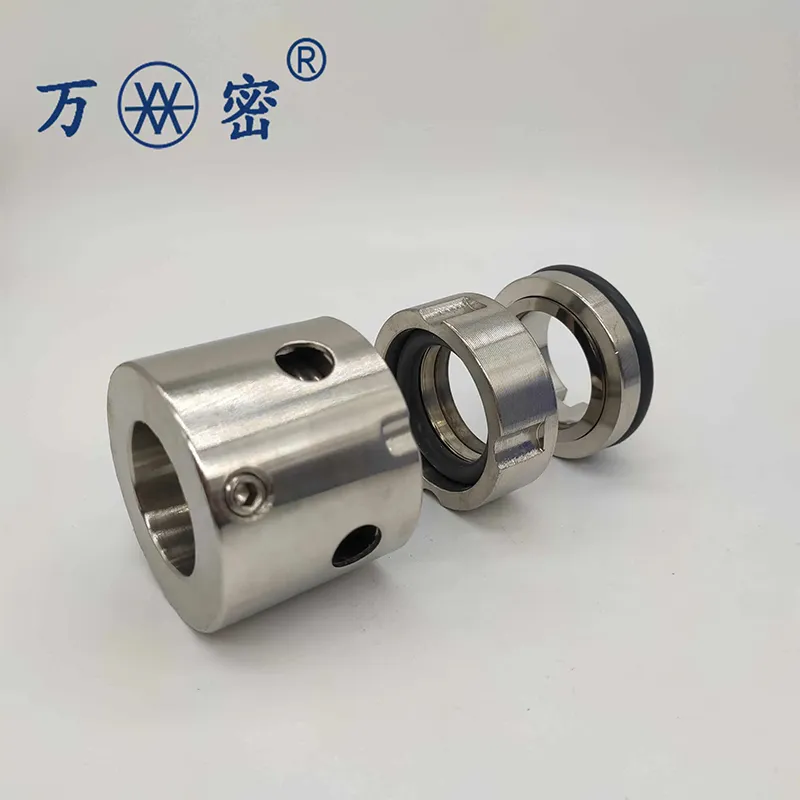





Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- торцевое уплотнение погружного насоса
- механическое уплотнение картриджа evms
- Уплотнение механическое 58U
- ПТФЭ механическое уплотнение
- двойное механическое уплотнение
- уплотнение механическое графлекс м
- Замена механического уплотнения насоса на типы MG1/MG12/MG13
- Механическое торцевое уплотнение вала водяного насоса
- уплотнение механическое n b02 ddx1 0250
- Уплотнение автомобильного насоса охлаждения



