

Уплотнение механическое 70
Когда слышишь ?Уплотнение механическое 70?, первое, что приходит в голову неопытному инженеру или закупщику — это, наверное, какой-то стандартный размер или типоразмер. Типа, берешь каталог, находишь позицию 70, и все. Я и сам так думал лет десять назад, пока не столкнулся с ситуацией на ТЭЦ под Нижним Новгородом. Там как раз на насосе питательной воды стояло уплотнение, в документах значилось это самое ?70?. Приехали менять по регламенту, поставили, казалось бы, аналог. А через неделю — течь по валу, да еще и с перегревом. Оказалось, что эта цифра — лишь вершина айсберга. Она может указывать на диаметр вала, но за ней скрывается целая история: материал пар трения (графит против карбида кремния — это две большие разницы), тип пружины, конфигурация упругих элементов, рабочая среда. В нашем случае среда была не просто вода, а вода с повышенной температурой и примесями, для которой стандартная ?семьдесятка? с угольным графитом не подходила — требовался SiC. Вот с этого момента и началось мое настоящее понимание.
Где кроется подвох в обозначениях
Итак, основная ловушка — в унификации. Многие производители, особенно те, кто работает по принципу ?сделаем под любую задачу?, используют цифровые обозначения для внутреннего каталога. У одного завода Уплотнение механическое 70 — это уплотнение для вала 70 мм в стандартных условиях. У другого — это код всей сборки, включающей определенные кольца и пружины. А у третьего, как у китайской компании ООО Синтай Ваньмай Механические Уплотнения (их сайт, кстати, https://www.wm-seal.ru, я иногда смотрю их каталоги для сравнения ассортимента), эта цифра может быть частью серии, скажем, WM-70, которая объединяет несколько конструктивов под один посадочный размер. Их компания как раз занимается полным циклом — от проектирования до продажи, поэтому у них часто в одной серии есть вариации. И если просто тыкать в цифру, не вникая, можно сильно промахнуться.
На практике это выливается в постоянные уточнения. Допустим, приходит запрос от клиента: ?Нужно уплотнение мех. 70 на насос Х?. Первый вопрос теперь всегда не ?сколько стоит??, а ?а что за насос? Какая среда? Температура? Давление? Частота вращения? Есть ли осевое биение??. Без этого диалога работать нельзя. Помню случай с химическим производством, где перепутали исполнения для щелочи и для кислоты. Оба агрегата были на валу 70 мм, но материалы колец должны были быть разными. Поставили не то — уплотнение ?съело? за месяц, хотя должно было отработать минимум год. Потеряли и время, и деньги, и репутацию.
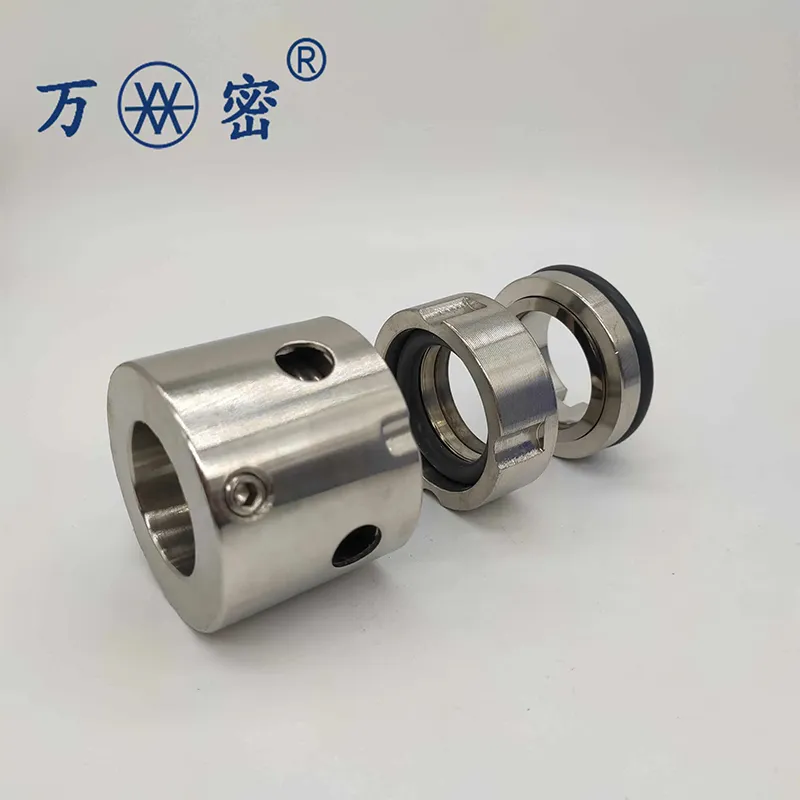
Еще один нюанс — это присоединительные размеры. Сама цифра 70 часто наводит на мысль о диаметре вала. Но корпусная часть? Посадочная глубина? Диаметр камеры уплотнения? Бывает, что вал 70 мм, а посадочное место в крышке насоса — под совершенно другой габарит. И тогда стандартное механическое уплотнение не встает. Приходится либо искать нестандартное решение, либо переделывать узел. Чаще, конечно, ищем решение. Тут как раз полезно иметь дело с производителями, которые могут оперативно спроектировать под задачу, как та же Ваньмай. У них на сайте видно, что они не просто торгуют, а именно проектируют под требования.
Из личного опыта: ремонт вместо замены
Не всегда нужно бежать за новым уплотнением. Иногда, особенно со старым, советским оборудованием, где уже и чертежей-то не найти, а замена насоса стоит космических денег, приходится выкручиваться. Был у меня опыт с тем самым уплотнением на валу 70 мм на винтовом насосе 80-х годов выпуска. Нового аналога в природе не существовало, а заказчик не мог остановить линию надолго.
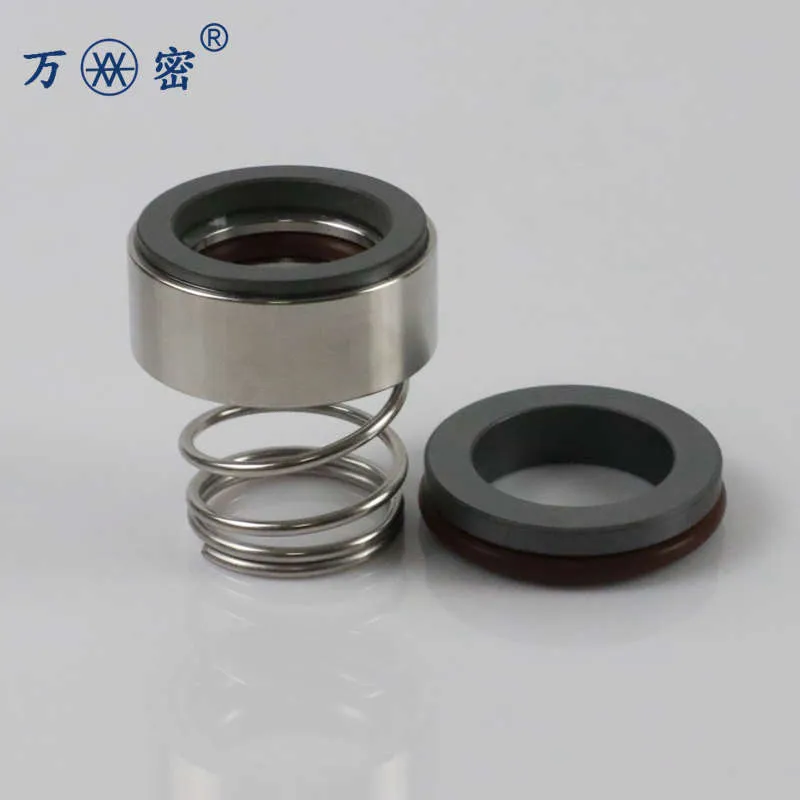
Пришлось разбирать вышедший из строя узел, тщательно промерять все износы. Оказалось, что основная проблема — не в кольцах трения (они были изношены, но еще живы), а в потере упругости комплекта тарельчатых пружин. Они ?просели?, не обеспечивая нужного прижима. Искать в чистом виде такой пружинный набор — гиблое дело. Решение нашли полукустарное, но рабочее: подобрали по характеристикам похожие пружины от другого, более современного уплотнения, и, аккуратно доработав посадочное место, собрали узел заново. Ключевым было правильно рассчитать усилие, чтобы не пережать — иначе перегрев, и не недожать — будет течь. Работало это потом еще два года до плановой модернизации всей линии.
Этот кейс хорошо показывает, что слепая замена на ?цифровой? аналог — не панацея. Нужно смотреть на состояние всего узла, на причины выхода из строя. Может, проблема не в самом уплотнении 70, а в биении вала, в нарушении соосности, в нештатной работе насоса. Если не устранить коренную причину, даже самое дорогое и правильное уплотнение долго не проживет.
О материалах и средах: больше, чем кажется
Вернемся к материалам. Это, пожалуй, самая важная часть после правильного выбора типоразмера. Для вала 70 мм, работающего в воде при 80°C, можно ставить пару графит-керамика. Это классика, недорого и надежно. Но если это тот же вал 70 мм на мешалке в реакторе с абразивной суспензией, то керамика проживет недолго — ее быстро поцарапает. Тут нужен карбид вольфрама или тот же карбид кремния. А если среда агрессивная, кислая? Тогда и металлические элементы — пружины, корпус — должны быть из хастеллоя или хотя бы из нержавейки особой марки.
Однажды столкнулся с перекачкой горячего масла. Температура под 200°C. Поставили уплотнение с графитовым кольцом, но не учли, что в таком тепле стандартный эластомер (обычно это EPDM или Viton) в качестве вторичного уплотнения (сальника) может потерять свойства. Графит-то держался, а вот сальник ?задубел? и потрескался, пошла течь. Пришлось переделывать на исполнение с металлическими сильфонами, которые не боятся ни температуры, ни масла. И опять — внешне это было то же самое механическое уплотнение для вала 70, но по начинке — совершенно другой аппарат.
Поэтому сейчас в своей практике я всегда требую от технологов максимально подробную спецификацию среды. И не верю на слово ?масло? или ?вода?. Нужно знать точный химический состав, наличие абразивных частиц, рабочий и пиковый температурный режим. Без этого любая рекомендация — гадание на кофейной гуще.
Взаимодействие с производителями и подбор
Когда задача сложная, лучше работать напрямую с инженерами завода. Потому что менеджер по продажам, даже самый хороший, часто просто листает каталог. А нужно именно техническое обсуждение. Я, например, когда вижу сложный случай, сразу ищу контакты технических специалистов. Если говорить про российский рынок, то многие компании, включая уже упомянутую ООО Синтай Ваньмай Механические Уплотнения, предоставляют такую возможность. На их сайте wm-seal.ru видно, что они позиционируют себя именно как проектировщики и производители, а не просто дистрибьюторы. Это важный сигнал.
Процесс подбора обычно выглядит так: высылаешь им заполненный опросный лист (там все параметры: вал, среда, давление, температура, обороты, тип оборудования). Их инженеры смотрят, и если в каталоге есть готовое решение — предлагают. Если нет — начинается обсуждение возможных доработок. Иногда это просто замена материала колец в стандартном корпусе. Иногда — изменение конструкции пружинного блока. Бывает, что нужно спроектировать практически с нуля. И вот здесь как раз видно, насколько компания гибкая и заинтересованная.
Кстати, по поводу цены. Часто заказчики гонятся за дешевым ?аналогом?, который якобы тоже ?70?. Но дешевизна обычно кроется в материалах. Вместо карбида кремния — оксид алюминия, вместо качественной нержавейки — обычная сталь с покрытием. На стенде оно, может, и отработает, а в реальных условиях — нет. Экономия в итоге выходит боком. Лучше один раз нормально подобрать с производителем, пусть и не самым крупным, но вменяемым, который даст четкие рекомендации и гарантии на свою продукцию.
Итоговые мысли не в качестве вывода
Так что же такое в итоге ?Уплотнение механическое 70?? Для меня сейчас это не название, а отправная точка для диалога. Это код, который запускает процесс уточнения, исследования и подбора. Это напоминание о том, что в нашей работе мелочей не бывает. Одна цифра без контекста — ничто.
Главный навык, который я вынес за годы работы — это не умение читать каталоги, а умение задавать правильные вопросы. И слушать оборудование. Потому что часто старая, снятая деталь может рассказать о проблемах больше, чем любой техпаспорт. Скол на керамическом кольце? Значит, были ударные нагрузки или перекос. Равномерный износ графита? Значит, работало в штатном режиме, просто выработало ресурс.
И да, сейчас, когда приходит запрос на ?семьдесятку?, я уже не лезу сразу в ящик с образцами. Первым делом открываю почту, чтобы написать клиенту: ?Пришлите, пожалуйста, больше данных об условиях работы?. И только потом начинается реальная работа. А сам по себе код — просто цифра. Без истории, без условий, без понимания — она ровным счетом ничего не значит. Вот такой парадокс.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Высококачественное механическое уплотнение для водяных насосов
- Механическое уплотнение тип 301
- насос водяной арлет 100 устройство сальникового уплотнения
- Механическое торцевое уплотнение вала водяного насоса
- Уплотнение механическое 224UU
- механическое уплотнение насоса купить
- Уплотнение погружного насоса
- Сильфонное механическое уплотнение с резиновым сильфоном
- mechanical seal механические уплотнения
- Механическое уплотнение John Crane



