

уплотнение для погружного насоса
Когда говорят про уплотнение для погружного насоса, многие сразу думают про сальники или простые резиновые кольца. Это первая ошибка. В реальности, особенно в скважинных насосах на больших глубинах или в агрессивных средах, речь идет о сложных механических уплотнениях, которые держат давление, температуру и противостоят абразиву. И здесь начинаются нюансы, которые в каталогах часто не пишут.
Почему стандартные решения часто подводят
Работал с насосами на песчаных скважинах. Клиент ставил обычные уплотнения, рассчитанные на чистую воду. Через три месяца – течь, перегрев двигателя. Проблема была не в качестве уплотнения как такового, а в несоответствии. Абразивные частицы песка попадали между парой трения, действовали как наждак. Нужен был особый подбор материалов пары – например, карбид кремния против карбида вольфрама, да еще и с измененной геометрией канавок для отвода загрязнений.
Еще один момент – температурный режим. Погружной насос может греться сам по себе, плюс на глубине температура воды выше. Резиновая вторичная оболочка (обычно это EPDM или Viton) теряет эластичность, дубеет. Видел случаи, когда при подъеме насоса уплотнение просто рассыпалось в руках. Казалось бы, мелочь – материал манжеты, но она критична.
Поэтому первое правило: никогда не выбирать уплотнение только по диаметру вала или по марке насоса. Нужно смотреть на условия: глубина (статическое и динамическое давление), состав среды (пресная, соленая, с песком, с газами), температура, возможные гидроудары. Без этого любая замена – это лотерея.
Конструктивные особенности и подводные камни
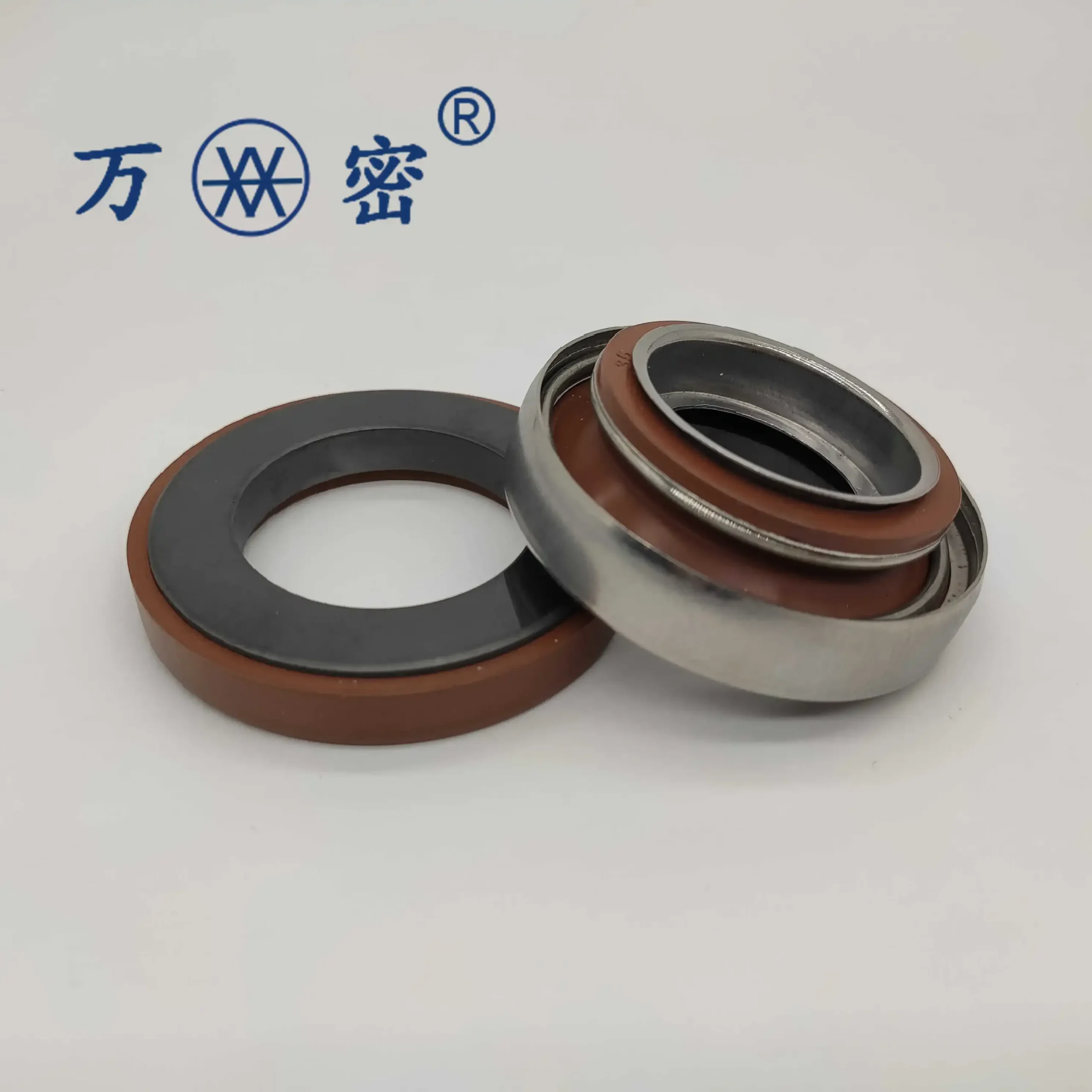
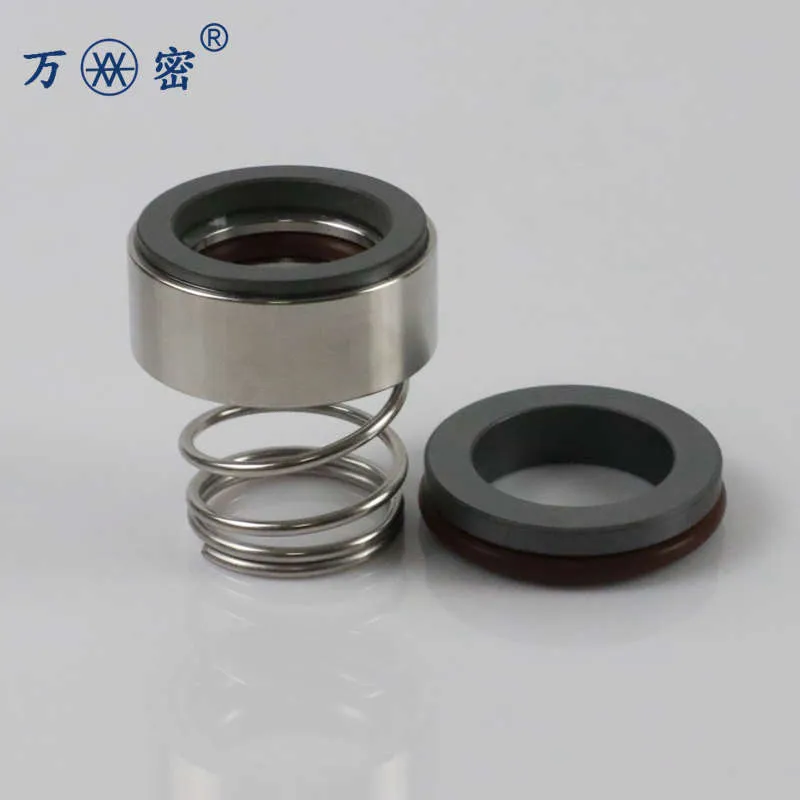
В погружных насосах чаще всего стоят торцевые (механические) уплотнения. Казалось бы, стандартный узел: две керамические или графитовые поверхности, прижатые пружиной. Но в насосах вертикального исполнения есть особенность – осевая нагрузка и вибрация. Пружина должна не только прижимать, но и компенсировать биение вала. Если взять уплотнение, рассчитанное на горизонтальный вал, в вертикальном положении оно может работать неравномерно, изнашиваться клином.
Важна и смазка. Внутренняя полость уплотнения часто заполняется консистентной смазкой на заводе. При ремонте некоторые мастера игнорируют это, ставят ?на сухую?. Узел первые часы работает, а потом перегревается из-за повышенного трения. Или наоборот, забивают смазкой без меры, что мешает тепловому расширению.
Самый болезненный опыт связан с так называемыми ?двойными уплотнениями? для агрессивных сред. Ставили на насос для откачки технической воды с химдобавками. Конструкция – два торцевых уплотнения лицом к лицу, между ними буферная жидкость. Теория гласит, что если первое уплотнение выйдет из строя, второе спасет двигатель. На практике – при перепадах давления буферная жидкость начинала циркулировать, температура росла, и выходили из строя оба узла одновременно. Пришлось переходить на конструкцию с сильфоном и одним, но более надежным уплотнением.
Опыт с конкретными поставщиками и материалами
Раньше часто брали стандартные комплекты у крупных европейских производителей. Качество отличное, но цена и сроки поставки убивали смету для срочного ремонта скважины. Стали искать альтернативы, которые можно быстро получить и которые будут адекватно работать.
Наткнулся на сайт ООО Синтай Ваньмай Механические Уплотнения (https://www.wm-seal.ru). Компания, которая как раз занимается проектированием и производством механических уплотнений. Первый заказ был пробный – на серию насосов ?Водолей?. Уплотнения пришли с подробной спецификацией по материалам: торцевая пара – Al2O3 против SiC, сильфон из EPDM, пружина из нержавеющей стали. Что важно – были варианты исполнения корпуса под разные посадочные места, не только ?стандартные?.
Испытали в полевых условиях на скважине с высоким содержанием растворенного железа. Обычные уплотнения забивались окислами за сезон. Эти проработали два сезона без потери герметичности. После вскрытия видно – износ минимальный, сильфон не потрескался. С тех пор для нестандартных задач, особенно где нужен подбор материала под конкретную химию среды, часто обращаюсь к ним. У них на сайте есть раздел с техническими консультациями – можно отправить параметры среды и получить рекомендации, это экономит время.
Типичные ошибки при монтаже и обслуживании
Даже с идеально подобранным уплотнением можно все испортить при установке. Самая частая ошибка – неправильная подготовка посадочных мест. На валу или в корпусе насоса остаются задиры или коррозия после старого узла. Мастер пытается зачистить наждачкой, делает фаску – вроде все гладко. Но при установке новое уплотнение садится с перекосом в доли миллиметра. Этого уже достаточно для вибрации и ускоренного износа.
Вторая ошибка – игнорирование состояния вала. Уплотнение работает в паре с валом. Если на валу есть продольные риски или он изношен конусом, никакое, даже самое дорогое уплотнение, не проработает долго. Иногда дешевле и правильнее заменить или восстановить (напылить, отшлифовать) вал, чем менять уплотнения каждые полгода.
И третье – отсутствие контроля при первом пуске. После замены нужно дать насосу поработать в тестовом режиме, проверить нагрев корпуса в районе уплотнительной камеры. Если сразу дать полную нагрузку и заглубить, есть риск, что дефект монтажа проявится уже на глубине, и поднимать насос будет дорого. Мы всегда делаем короткий тест в баке перед спуском.
Куда смотреть в будущем: тренды и практические соображения
Сейчас все больше говорят про ?умные? системы мониторинга состояния уплотнений – датчики протечки, температуры. Это хорошо для крупных промышленных установок. Но для большинства скважинных насосов в сельском хозяйстве или частном секторе это пока избыточно и дорого. Более практичный тренд – развитие универсальных, но адаптируемых конструкций.
Например, модульные уплотнения, где можно менять материал торцевой пары и эластомера, не меняя весь корпус и пружинный узел. Это упрощает логистику и ремонт. У некоторых производителей, включая упомянутую ООО Синтай Ваньмай Механические Уплотнения, вижу движение в эту сторону. На их сайте в описании продукции заметно, что акцент делается не на тысячу типоразмеров, а на гибкость конфигурации ключевых серий.
Еще один момент – повышение стойкости к сухому ходу. Случайная работа ?на сухую? – частая причина мгновенного выхода из строя. Разработки в области самосмазывающихся материалов или комбинированных уплотнений с графитовыми вставками, которые выдерживают кратковременный перегрев без потери герметичности, очень востребованы. Пока такие решения есть, но они дороги. Думаю, в ближайшие годы они станут более доступными.
В итоге, выбор и работа с уплотнением для погружного насоса – это не про замену запчасти по каталогу. Это всегда анализ, иногда эксперимент, и обязательный учет мелочей – от состава воды до качества монтажа. Когда все эти факторы складываются, насос работает годами без проблем. А если относиться к уплотнению как к расходнику, то он им и станет – дорогим и постоянно требующим замены.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Уплотнение механическое 224UU
- механическое уплотнение купить
- торцевые механические уплотнения для насосов
- Механическое уплотнение для насосов бассейна
- Механическое уплотнение для высокотемпературных сред
- Уплотнительный узел водяного насоса
- Уплотнение механическое 166
- Многопружинное механическое уплотнение
- Химическое механическое уплотнение
- Уплотнение механическое 551



