

торцевые уплотнения водяных насосов
Вот скажу сразу, когда говорят ?торцевые уплотнения водяных насосов?, многие сразу думают о герметичности и всё. Но это лишь вершина айсберга. На деле, ключевой момент — это работа в условиях реальных перепадов давления, вибрации и той самой воды, которая далеко не всегда чистая. Частая ошибка — подбирать уплотнение только по каталогу, не учитывая, что насос может качать не просто воду, а, скажем, смесь с песком или иметь частые пуски-остановки. Сам через это прошел, когда лет десять назад ставил стандартные картриджи на циркуляционные насосы в системе с плохой фильтрацией — ресурс упал в разы. С тех пор подход изменился.
Основные типы и где их ?рвёт? чаще всего
Если брать самые распространённые конструкции для центробежных насосов, то это, конечно, одинарные и двойные торцевые уплотнения. Одинарные — классика для чистой воды. Но ?чистая вода? — понятие растяжимое. На ТЭЦ, например, в воде могут быть микрочастицы окалины, и они действуют как абразив. Видел случаи, когда пара трения (обычно керамика-графит) изнашивалась за сезон не по плоскости, а образовывала конусность из-за неравномерного износа от взвеси. Это уже не уплотнение, а насос подтравливает постоянно.
Двойные, или тандемные, — это уже для чего-то серьёзнее: агрессивных сред или когда утечка недопустима. Между двумя парами трения заливается барьерная жидкость. Казалось бы, надёжно. Но тут своя головная боль — контроль за состоянием этой самой жидкости. Если это гликоль, то он со временем разлагается, теряет свойства. Забыл вовремя заменить — и оба уплотнения работают ?всухую?, перегреваются и клинят. Был инцидент на насосной станции, где по графику меняли раз в два года, но из-за повышенной температуры в машинном зале жидкость деградировала быстрее. Пришлось пересматривать регламент.
А ещё есть момент с направлением вращения. Казалось бы, мелочь. Но некоторые несимметричные уплотнения, особенно с винтовыми гидродинамическими канавками на поверхности, рассчитаны строго на одно направление. Поставил наоборот — и вместо разгрузки давления в паре трения получаешь его увеличение, быстрый износ и нагрев. Учился на своих ошибках, теперь всегда маркирую вал при демонтаже.
Материалы: не только керамика и графит
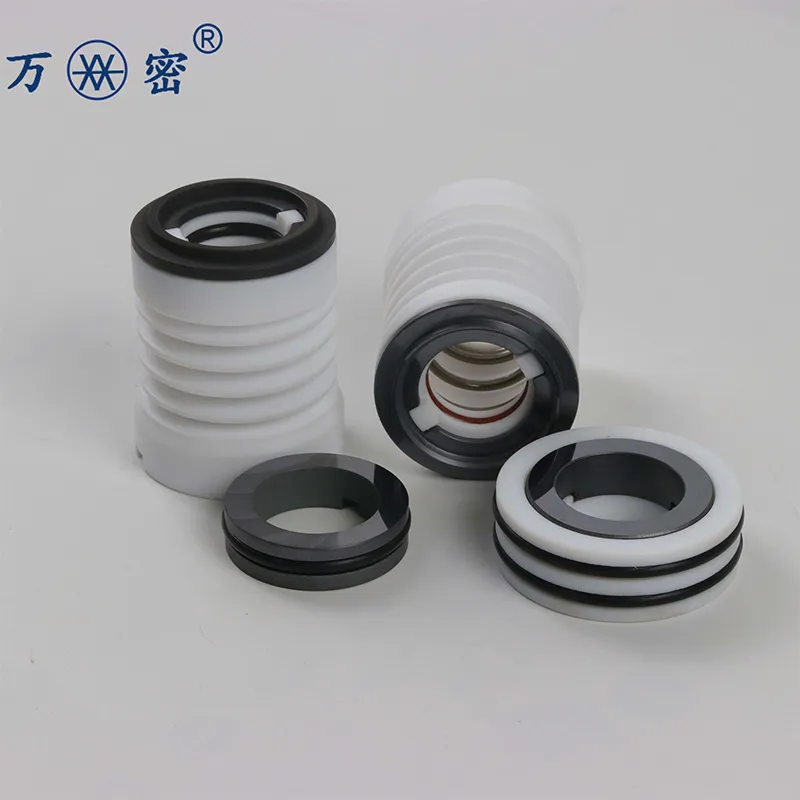
Да, стандартная пара — это неподвижная керамическая часть (чаще всего Al2O3) и вращающийся графитовый вкладыш. Работает. Но не везде. Если в воде есть даже следы щёлочи, графит начинает ?мылиться?, поверхность становится рыхлой. Для таких случаев ищем альтернативы. Например, карбид кремния (SiC) против карбида вольфрама (WC). SiC — твёрже, химически инертен, но и дороже. WC — попрочнее на удар, но боится некоторых окислителей. Выбор — это всегда компромисс между стоимостью, ресурсом и конкретной средой.
Упругий элемент — это обычно пружина (одна или несколько) или сильфон. Пружины боятся коррозии и закоксовывания. В воде с высокой жёсткостью на них откладывается накипь, и они теряют подвижность, перестают поджимать пару трения. Сильфоны, особенно металлические, лишены этого недостатка, но требуют аккуратного монтажа — его можно перекрутить или повредить кромку. Резиновые сильфоны (EPDM, NBR) — отдельная история, они критичны к температуре и наличию масел в воде.
Тут, кстати, вспоминается сотрудничество с компанией ООО Синтай Ваньмай Механические Уплотнения. Они как раз предлагают не просто типовые решения, а помогают с подбором материалов под анализ рабочей среды. С их сайта https://www.wm-seal.ru удобно брать технические данные по совместимости материалов. Их профиль — проектирование и производство, поэтому в каталоге есть и стандартные картриджи для насосов типа Grundfos, и штучные решения для специфичных условий. Это полезно, когда нужно не просто купить, а решить проблему.
Монтаж и ?детские болезни? на старте
Самая частая причина преждевременного выхода из строя — неправильная установка. Торцевое уплотнение — деталь точная. Перекос всего на полградуса — и контакт по кольцу, а не по плоскости. Первые признаки — повышенный нагрев корпуса насоса в районе сальника и едва заметная течь, которая со временем усиливается. Всегда говорю монтажникам: чистые руки, чистый вал, никаких ударов при запрессовке. Использовать специальную монтажную втулку, если она идёт в комплекте.
Ещё один нюанс — осевой люфт вала насоса. Перед установкой нового уплотнения его обязательно нужно проверить. Если люфт превышает допустимый (обычно доли миллиметра), то даже идеально установленное уплотнение будет работать с постоянными осевыми смещениями, что ведёт к ускоренному износу. Была история с насосом на очистных сооружениях — меняли уплотнения раз в три месяца, пока не догадались заменить подшипники. После этого ресурс вернулся к нормальным двум годам.
И про смазку. Многие пары трения идут с сухой или консервационной смазкой. Перед первым пуском её нужно смыть (если не указано иное) рабочей средой. А сам насос перед пуском обязательно прокачать, чтобы убедиться, что полость уплотнения заполнена жидкостью, а не воздухом. ?Сухой? пуск на несколько секунд может быть фатальным.
Диагностика в процессе работы и когда пора менять
Идеальное торцевое уплотнение водяного насоса в работе не течёт вообще. Но на практике часто допускается каплеобразная утечка для смазки и охлаждения пары трения. Важно отличать эту норму от аварийной течи. Если видишь струйку или частые капли — это уже сигнал. Но иногда внешней течи нет, а уплотнение уже на грани. Признаки: падение производительности насоса (может быть связано с потерей герметичности на всасе), повышенный шум или вибрация, нагрев сальниковой камеры.
Самый простой и действенный метод контроля на ответственных объектах — мониторинг состояния барьерной жидкости в двойных уплотнениях. Датчики уровня, давления или температуры в барьерной полости могут заранее сигнализировать о проблеме. На одном из объектов внедрили такую систему, и это позволило перейти от планово-предупредительных замен к заменам по фактическому состоянию, сэкономив на материалах и простое.
А вот полная разборка для диагностики — это крайняя мера. Если уплотнение разобрал, то, как правило, его уже не собрать с тем же ресурсом. Резиновые элементы деформируются, а пара трения, однажды поработав, притерта именно к своей ?паре?. После разборки-сборки гарантировать герметичность сложно. Поэтому визуальный и косвенный контроль важнее.
Вместо заключения: мысли о надёжности в целом
Так что, если резюмировать опыт, то торцевое уплотнение — это не просто расходник. Это система, которая зависит от десятка факторов: правильности выбора типа и материала, качества монтажа, условий эксплуатации и своевременного контроля. Нельзя взять первое попавшееся из каталога и надеяться на чудо.
Сейчас, кстати, многие производители, включая упомянутую ООО Синтай Ваньмай, идут по пути создания картриджных (кассетных) блоков. Это когда все элементы — пара трения, пружины, вспомогательные кольца — собраны в единый корпус. Монтажнику остаётся лишь аккуратно установить этот блок. Это снижает человеческий фактор при установке, что уже большой плюс. На их сайте wm-seal.ru в разделе продукции это хорошо видно — многие модели именно картриджного типа.
В конечном счёте, надёжность насосного агрегата складывается из мелочей. И грамотная работа с торцевым уплотнением — одна из самых важных. Экономить на нём или пускать его выбор и монтаж на самотёк — себе дороже. Проверено не раз. Лучше один раз глубоко разобраться в вопросе, посоветоваться со специалистами по материалам, как те же инженеры из Синтай Ваньмай, чем потом месяцами разгребать последствия аварийных остановок.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- уплотнение для погружного насоса
- ПТФЭ сильфонное механическое уплотнение
- Высоконапорное механическое уплотнение
- Металлический сильфон механического уплотнения
- Механическое торцевое уплотнение вала
- механическое уплотнение пэн с охлаждением
- Уплотнение механическое 208
- Механическое уплотнение для погружного насоса
- Уплотнение механическое FB
- механическое уплотнение купить



