

Ротационное механическое уплотнение
Когда говорят ?ротационное механическое уплотнение?, многие сразу представляют себе просто кольцо, которое не дает маслу вытечь из насоса. На деле же — это целая система, балансирующая на грани трений, температур и давлений. И главная ошибка новичков — считать, что если уплотнение подошло по размеру, то оно будет работать. Я сам через это прошел, пока не набил руку на реальных агрегатах, от центрифуг до шнековых питателей.
От чертежа до вибрации: где кроется дьявол
В теории все гладко: подбираешь уплотнение по каталогу, монтируешь — и оборудование работает. Практика же начинается с мелочей, которые в каталогах не пишут. Например, биение вала. Кажется, что допуск в пару соток — это ерунда. Но для ротационного механического уплотнения, особенно торцевого типа, это уже критично. Уплотнительные поверхности перестают идеально прилегать, начинается микровибрация, износ ускоряется в разы. Помню случай на обогатительной фабрике, где постоянно выходили из строя уплотнения на питающих насосах. Сменили три марки — результат нулевой. Оказалось, проблема была не в самих уплотнениях, а в изношенной посадочной поверхности вала после неквалифицированного ремонта. Пришлось шлифовать вал и подбирать уплотнение с более мягкой парой трения, чтобы компенсировать оставшиеся микродефекты.
Еще один нюанс — среда. Не просто ?вода? или ?масло?, а ее точный состав, температура, наличие абразивных частиц. Для кислотных сред, скажем, стандартный уголь-графит может не подойти, нужен спеченный материал. А для горячих углеводородов — особая подборка уплотнительных колец, чтобы не ?задубели? при пуске. Мы в ООО Синтай Ваньмай Механические Уплотнения как раз часто сталкиваемся с такими запросами. Клиент присылает описание среды, а в нем — ?водный раствор?. После уточнений выясняется, что там еще 5% взвеси твердых частиц. Это меняет все: нужно уплотнение с самоочищающейся конструкцией или с принудительной промывкой, иначе абразив убьет уплотнительную пару за неделю.
Монтаж — это отдельная песня. Казалось бы, что сложного: надеть на вал, затянуть. Но перекос даже на полградуса при запрессовке — и ресурс падает на 30%. Я всегда говорю монтажникам: представьте, что вы устанавливаете не железку, а хрустальный бокал. Чувствительность примерно та же. Особенно капризны картриджные уплотнения, хотя их и позиционируют как ?не требующие квалификации?. Не отрегулируешь осевой зазор — и либо будет перегрев от излишнего прижима, либо течь из-за недостаточного контакта.
Материалы: не гонка за суперсплавами, а поиск баланса
Многие заказчики просят: ?Дайте самое стойкое, из керамики или карбида вольфрама?. Но часто это избыточно и дорого. Задача инженера — найти оптимальное решение. Для чистой холодной воды на насосе вполне хватит пары нержавеющая сталь — графит. Карбид кремния? Отличный материал, но хрупкий. Одна песчинка, попавшая между поверхностями при монтаже, — и на зеркале появляется скол. Потом этот скол работает как резец, уничтожая ответную часть.
У нас на сайте wm-seal.ru в разделе продукции как раз видно, что мы не просто продаем типоразмеры, а группируем решения по применениям. Есть линейки для химических насосов, для пищевой промышленности, для тяжелых условий с абразивом. Это не маркетинг, а результат накопленных кейсов. Например, для мешалок в реакторах с агрессивными средами мы часто предлагаем двойные механические уплотнения с барьерной жидкостью. Ключевой момент здесь — правильный подбор этой самой жидкости. Она должна быть химически инертной к обеим сторонам, иметь подходящую вязкость и не испаряться при рабочей температуре. Ошибешься — и система уплотнения превращается в дорогую и бесполезную конструкцию.
А вот история неудачи, которая многому научила. Как-то поставили уплотнения на большой циркуляционный насос. Все рассчитали, материалы выбрали стойкие. А через месяц — течь. Разобрали — на уплотнительных кольцах из фторэластомера появились трещины. Стали разбираться. Оказалось, в системе был нештатный режим — кратковременный, но регулярный скачок температуры до 150°C из-за особенностей технологического цикла. Для стандартной марки FKM это предел, материал ?старился?. Перешли на перфторэластомер, хоть и дороже, но проблема ушла. Вывод: важно знать не только штатные параметры, но и все возможные, даже редкие, режимы работы оборудования.
Системный подход: уплотнение — это не деталь, а узел
Самая большая иллюзия — что можно заменить уплотнение, не глядя на всю систему. На деле его работа зависит от десятка факторов вокруг. Состояние сальниковой камеры (ее геометрия, соосность), наличие и качество охлаждения/промывки, даже работа соседних подшипников. Если подшипниковый узел разбит, вал будет ?дышать?, и никакое, даже самое дорогое уплотнение, долго не проживет.
Поэтому наша компания ООО Синтай Ваньмай всегда акцентирует на консультациях. Прежде чем предложить модель, задаем кучу вопросов: про условия, про историю поломок предыдущих уплотнений, про обслуживание. Часто решение лежит не в плоскости замены уплотнения на ?покруче?, а в небольшой доработке узла. Например, установка фланца для организации циркуляционной промывки или изменение схемы подвода уплотняющей жидкости. Это как медицина: нужно лечить причину, а не симптом. Течь — это симптом. Причина может быть в перекосе, в не той среде, в cavitation.
Вот, кстати, про кавитацию. Она губительна не только для рабочих колес насосов. Микроскопические пузырьки, схлопываясь рядом с поверхностью ротационного уплотнения, вызывают эрозионный износ, выкрашивают материал. Визуально после этого на зеркале появляются точечные раковины. Бороться с этим на уровне уплотнения почти бесполезно — нужно менять режим работы насоса, повышать давление на всасе. Но знать о таком явлении необходимо, чтобы правильно диагностировать износ.
Тенденции и личные наблюдения
Сейчас много говорят про ?умные? системы мониторинга состояния уплотнений — датчики температуры, вибрации, утечки. Это, безусловно, будущее, особенно для критичного оборудования. Но на 80% обычных применений это пока избыточно. Надежнее и дешевле — правильно подобрать, правильно смонтировать и вовремя обслуживать. Тренд, который я реально вижу на практике — рост спроса на картриджные (кассетные) уплотнения. Их главный плюс — предварительная сборка и настройка на заводе. Монтажнику нужно лишь установить картридж и снять фиксаторы. Это снижает человеческий фактор. Но и тут есть подводные камни: такие уплотнения часто более ?жесткие? по конструкции и хуже переносят значительные биения вала, чем классические компонентные.
Еще одно наблюдение — рынок наводнен дешевыми аналогами известных брендов. Внешне — один в один. Но материалы уплотнительных пар и пружин могут быть на порядок хуже. Они работают год, а потом резко теряют герметичность. Экономия на этапе покупки оборачивается многократными затратами на частые замены и простои. Мы в своем производстве делаем ставку на контроль качества материалов от проверенных поставщиков. Потому что в механическом уплотнении мелочей нет. Даже цвет уплотнительного кольца из EPDM может рассказать о его стойкости к озону.
В итоге, что хочу сказать. Работа с ротационными уплотнениями — это постоянный анализ, поиск компромисса между стоимостью, ресурсом и надежностью. Нет универсального решения. Есть глубокое понимание принципа работы, знание материаловедения и, что не менее важно, опыт — свой и коллег. Часто правильный ответ рождается не из каталога, а из памяти о похожей проблеме, которую уже решили на другом объекте. Именно для этого и нужны специализированные компании вроде нашей — чтобы аккумулировать такой опыт и предлагать не просто деталь, а работоспособное решение под конкретную задачу.
Соответствующая продукция
Соответствующая продукция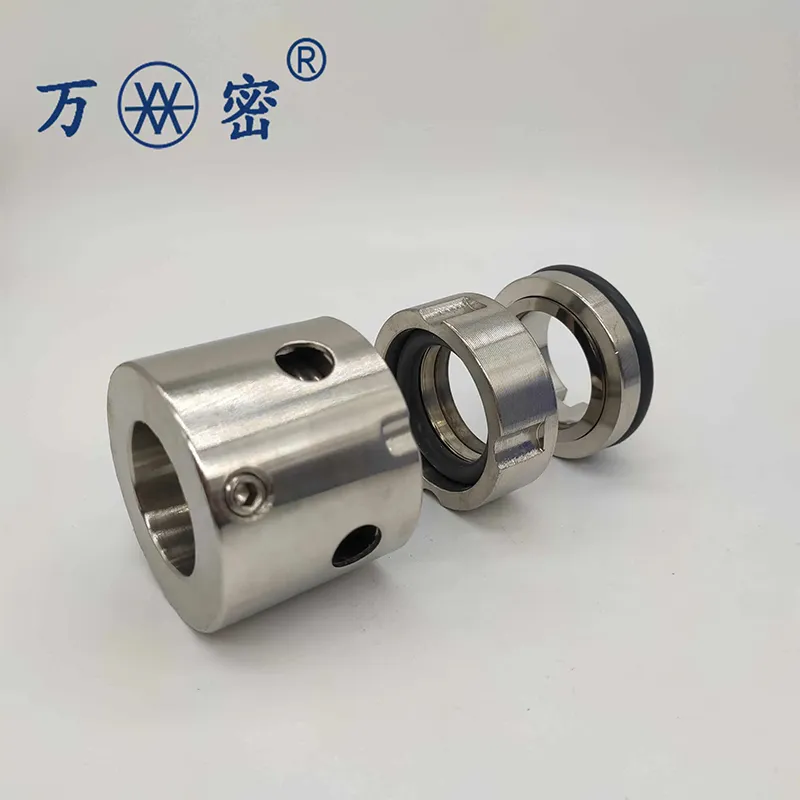





Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Автоматическое уплотнение водяного насоса для серии FB
- механическое уплотнение насоса купить
- Уплотнение механическое 202
- Механическое уплотнение Burgmann
- Механическое уплотнение для погружного насоса
- Уплотнение водяного насоса
- Уплотнение механическое 103
- Ротационное механическое уплотнение
- Механическое уплотнение для насосов бассейна
- уплотнение механическое графлекс



