

одинарное механическое уплотнение для мешалок
Когда говорят про одинарное механическое уплотнение для мешалок, многие сразу представляют себе что-то простое и дешёвое, чуть ли не расходник. Но это только на бумаге. На деле, если его неправильно подобрать или смонтировать, утечка среды или выход из строя вала могут обойтись в разы дороже самой ?экономии?. Вот о чём редко пишут в каталогах, но хорошо знают те, кто постоянно с ними работает.
Где и почему его всё-таки ставят
Не буду пересказывать теорию, скажу из опыта. Одинарное уплотнение — это часто выбор не по желанию, а по необходимости процесса. Например, в мешалках для чистых, неагрессивных сред, без абразива и без серьёзных перепадов давления. Вода, некоторые масла, пищевые растворы без твёрдых частиц. Ключевое слово — ?без?. Как только появляется хоть намёк на абразив, даже мелкую взвесь, начинаются проблемы.
Почему его выбирают? Цена, конечно, но не только. Конструктивно проще, требует меньше места на валу, монтаж вроде бы легче. Но это ?вроде бы? и подводит. Часто заказчик, стремясь удешевить проект, требует одинарное уплотнение там, где уже стоит двойное. И вот тут нужно уметь аргументировать, привести примеры неудач. У нас был случай на небольшом химическом производстве — заменили двойное тандемное на одинарное для перемешивания глицериновой смеси. Казалось бы, среда спокойная. Но забыли про возможные термические расширения и лёгкую вибрацию от привода. Через три месяца — течь по валу. Переделывали всё, с потерями на остановку линии.
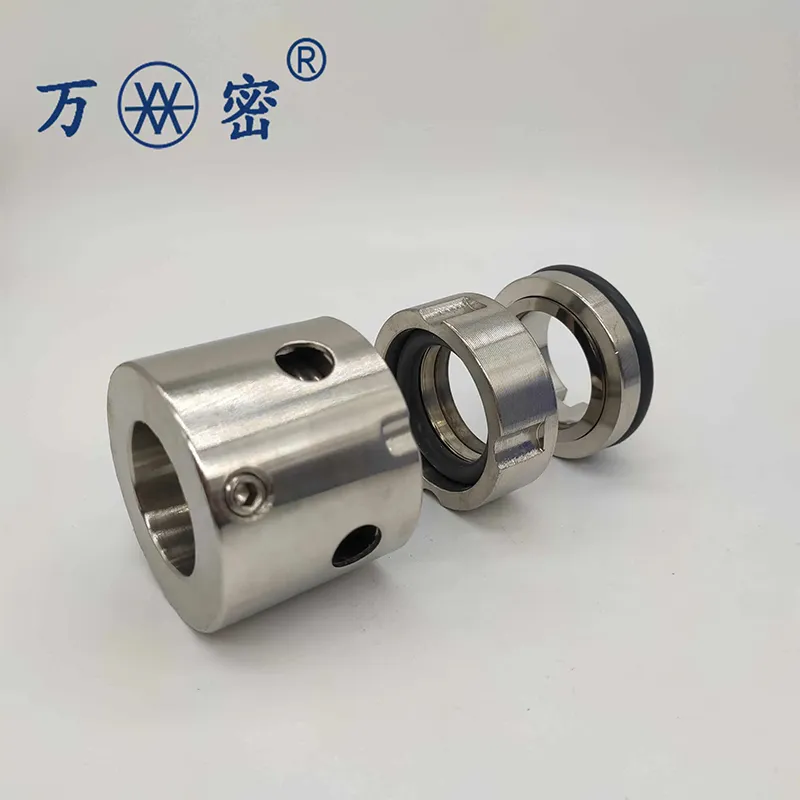
Ещё один момент — ремонтопригодность. С одной стороны, заменить одинарный картридж быстрее. С другой — если он не картриджного типа, а компонентное, то требуются навыки и точность при сборке. Не каждый слесарь на заводе сделает это идеально. Поэтому мы в ООО Синтай Ваньмай Механические Уплотнения для стандартных применений часто предлагаем именно картриджные решения. Клиент получает готовый узел, который нужно аккуратно надеть на вал и затянуть. Меньше рисков при монтаже.
Подбор — это не только размер вала
Самый частый запрос от технологов: ?Дайте уплотнение на вал 50 мм для мешалки?. Этого катастрофически мало. Размер — это последнее, о чём я спрашиваю. Начинать нужно со среды. Температура, давление, pH, наличие частиц, склонность к кристаллизации или полимеризации. Для мешалок критична ещё и скорость вращения, и тип — верхний привод или боковой, есть ли осевое биение.
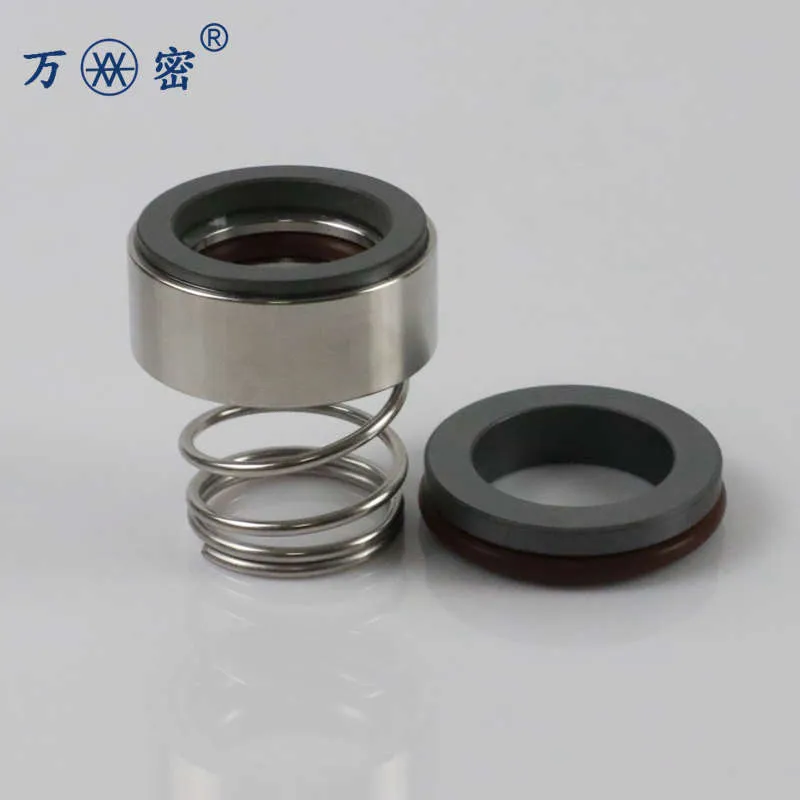
Материалы пары трения. Для воды с нейтральным pH часто идёт комбинация карбид кремния/углеродная графитовая обойма. Но если в воде есть даже следовые количества хлора или других окислителей, стандартный углерод может не подойти, нужна специальная марка. Об этом мало кто задумывается, пока не увидит преждевременный износ.
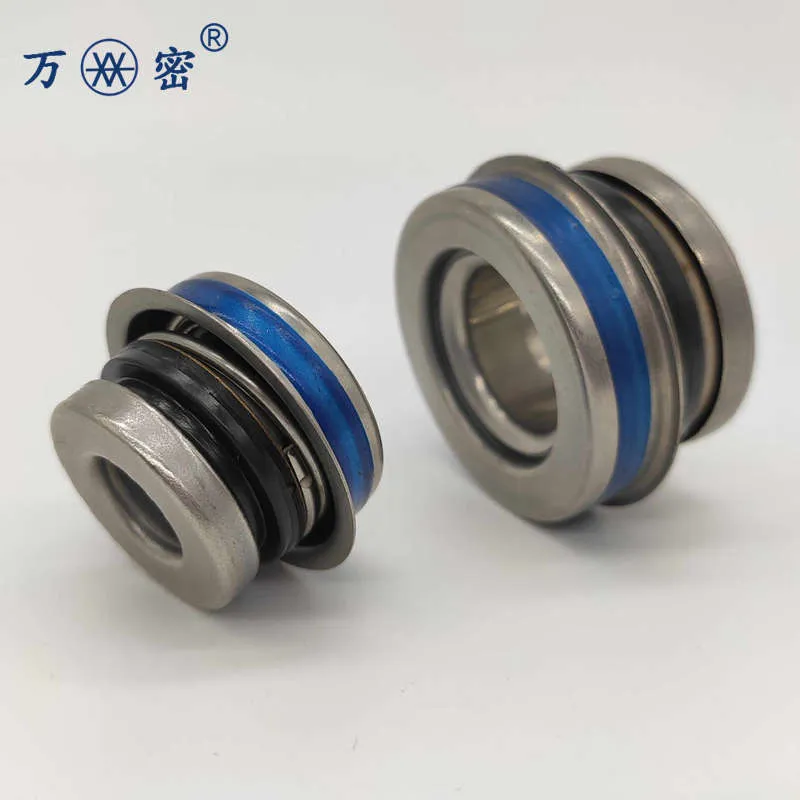
Конструкция самого уплотнения. Пружины — одна или несколько? Расположены они со стороны среды или атмосферы? Если среда склонна к загустеванию или кристаллизации, пружина со стороны продукта быстро ?зарастёт? и перестанет работать. Нужно выбирать конструкцию с пружиной, вынесенной в атмосферную зону. На нашем сайте wm-seal.ru в разделе продукции для мешалок как раз можно увидеть разные варианты компоновок — это не для красоты, каждая имеет своё применение.
Монтаж и ?мелочи?, которые всё решают
Здесь можно написать целую инструкцию, но остановлюсь на главных ошибках. Первая — чистота. Казалось бы, очевидно. Но сколько раз видел, как уплотнение распаковывают в цеху, где летает пыль и стружка, кладут на грязный верстак. А потом удивляются, почему на зеркале вала появились задиры. Все работы должны проводиться в чистой зоне, валы и посадочные места — обезжирены.
Вторая — запрессовка. Никаких ударных инструментов! Только монтажная оправка и равномерное усилие. Иначе можно перекосить втулку или повредить хрупкую керамическую или карбидкремниевую поверхность. Мы всегда в комплект поставки для нестандартных размеров стараемся включать простейшую оправку или хотя бы даём чертёж, как её сделать.
Третья, и самая коварная — центровка вала и соосность. Для мешалок это бич. Если привод и вал самой ёмкости не отцентрованы, если есть даже допустимое, но на пределе, биение, одинарное механическое уплотнение будет работать в экстремальном режиме. Оно не прощает таких вольностей. Всегда настаиваю на проверке биения перед установкой. Лучше потратить час на замеры, чем потом неделю на устранение аварии.
Когда от одинарного уплотнения лучше отказаться
Есть чёткие красные флаги. Агрессивные, токсичные, летучие или дорогостоящие среды. Тут даже не обсуждается — только двойное, с барьерной жидкостью и системой контроля. Даже если давление в аппарате атмосферное, пары могут быть опасны.
Среды с кристаллами или высокой вязкостью. Они забьют рабочую пару трения, и уплотнение ?заморозится?. Либо нужна специальная промывка, что усложняет конструкцию до уровня двойного.
Сильная вибрация. Если мешалка старая, подшипники вала разбиты, то никакое, даже самое дорогое уплотнение, не проживёт долго. Сначала нужно привести механическую часть в порядок. Часто приходится объяснять это клиентам, которые хотят решить проблему утечки только заменой уплотнения, не вкладываясь в ремонт оборудования.
Из практики: один удачный и один провальный кейс
Удачный был на заводе по производству лакокрасочных материалов. Мешалка для предварительного смешивания компонентов, среда — вода, пигменты (мягкие, неабразивные), температура до 60°C. Поставили одинарное механическое уплотнение картриджного типа с парой SiC/Carbon, пружиной со стороны атмосферы. Ключевым было правильно рассчитать натяг пружины под конкретную скорость вала. Отработало свой гарантийный срок и было заменено планово, без инцидентов. Клиент остался доволен экономией.
Провальный — на том же заводе, но на другой линии. Похожая мешалка, но в рецептуре появился новый наполнитель — мелкодисперсный диоксид титана. Технолог не придал значения, сказал ?тоже порошок?. А он, оказывается, обладает лёгкими абразивными свойствами. Уплотнение ?съели? за два месяца. Пришлось срочно переходить на вариант с промывкой пары трения отфильтрованным продуктом, что по стоимости и сложности уже было близко к двойному. Урок: всегда уточнять состав среды до мелочей, даже если заказчик говорит, что ?всё то же самое?.
Вместо заключения: мысли вслух
Так что, одинарное механическое уплотнение для мешалок — это не простая запчасть. Это расчётный узел, который живёт в жёстких условиях. Его выбор — это всегда компромисс между стоимостью, надёжностью и требованиями процесса. Главное — не делать этот выбор вслепую, по каталогу. Нужно смотреть на конкретный аппарат, знать его ?болезни?, понимать химию процесса. Иногда лучше немного переплатить за более стойкие материалы или за консультацию инженера, чем потом нести убытки от простоя. В нашей практике в ООО Синтай Ваньмай мы как раз стараемся выяснить все эти нюансы до того, как предложить конкретную модель. Потому что правильно подобранное уплотнение — это которое молча работает, а не о себе напоминает.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Уплотнение механическое 2100
- Механическое уплотнение для автомобильного насоса охлаждения
- Уплотнение механическое 156
- уплотнение водяного насоса мтз
- Уплотнение механическое 108
- Высоконапорное механическое уплотнение
- уплотнения для насосов lowara
- уплотнение вала водяного насоса
- Автоматическое уплотнение водяного насоса для серии FB
- двойное механическое уплотнение



