

Механическое уплотнение WB3
Когда слышишь ?WB3?, первое, что приходит в голову многим — это стандартный картридж для насосов, очередной универсальный вариант из Китая. И вот здесь кроется главный подвох. За этими тремя символами может скрываться как абсолютно надежная вещь, прощающая некоторые ошибки монтажа, так и головная боль на полгода. Сам я долго считал, что разбираюсь в линейке, пока не столкнулся с партией, где материал вторичного уплотнительного кольца был... скажем так, не совсем тем, что заявлено. Это привело к набуханию и заклиниванию после контакта с обычным теплоносителем. С тех пор для меня Механическое уплотнение WB3 — это в первую очередь вопрос доверия к поставщику и понимания, что стоит за конкретным исполнением.
От чертежа к реальной детали: где теряется надежность
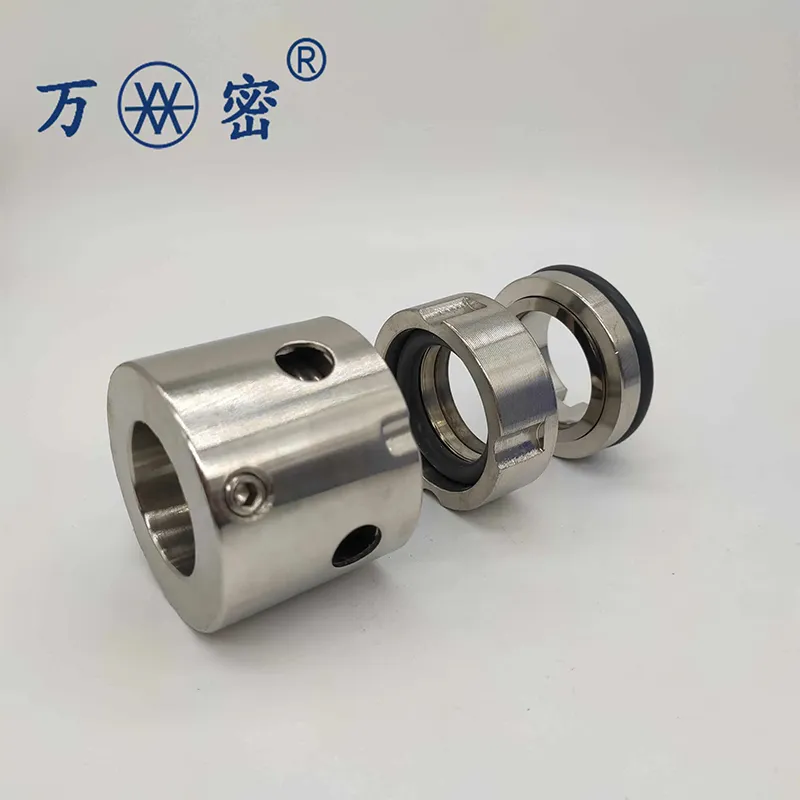
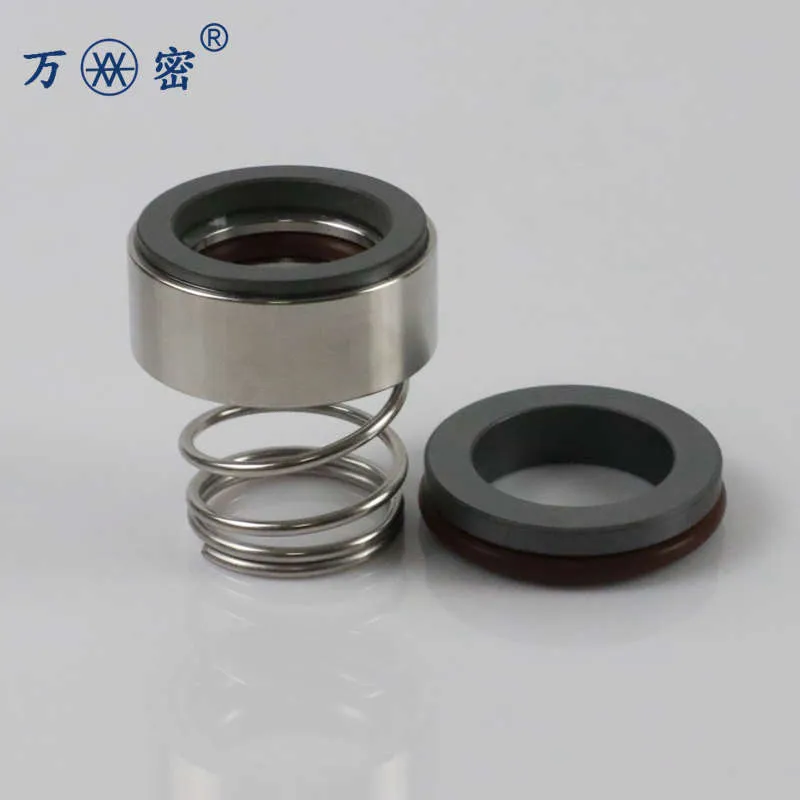
Конструкция-то известна всем: двойное, невращающееся, картриджного типа. Казалось бы, бери и ставь. Но давайте возьмем, к примеру, торцевую пару. В спецификациях часто пишут обобщенно: ?карбид кремния/уголь?. Однако ?карбид кремния? — это целый мир. Реакционно-связанный (RBSIC) или спеченный (SSiC)? Для агрессивных сред разница принципиальна. У нас на испытаниях уплотнение с RBSIC в щелочной среде показало износ в три раза выше, чем с SSiC. Но в каталоге об этом, конечно, не пишут. Просто ?SiC?. Вот и первая точка для диалога с производителем.
Или пружины. В дешевых вариантах ставят обычную нержавейку, не всегда даже марки 316. А если среда содержит хлориды? Коррозия, потеря упругости, разгерметизация. Мы как-то получили рекламацию именно по такой причине — клиент залил в систему неочищенную воду. С одной стороны, его вина. С другой — если бы в картридже была пружина из Hastelloy, проблемы бы не было. Но и цена была бы другой. Компания ООО Синтай Ваньмай Механические Уплотнения (их сайт — wm-seal.ru) в своих материалах как раз акцентирует, что предлагает различные варианты исполнения под среду, а не просто продает ?WB3 из коробки?. Это разумный подход.
Сборка. Казалось бы, мелочь. Но если картридж собран ?внатяг?, с остаточными напряжениями, это может проявиться только после тепловых циклов. Проверял лично — брал несколько образцов от разных поставщиков, помещал в термокамеру. У некоторых после 50 циклов ?холод-горячо? появлялась едва заметная течь по валу. Виной — некачественная запрессовка втулок или перекос при сборке. Это уже не материалы, это культура производства.
Полевые истории: когда теория встречается с практикой
Один из самых показательных случаев был на ТЭЦ, с циркуляционным насосом. Ставили стандартный WB3 на воду. Все по мануалу. Через два месяца — течь. Разобрали — на неподвижной грани тросик (уплотнительное кольцо) превратился в кашу. Причина — в системе оказались следы растворителя, который использовали при ремонте труб где-то выше по контуру. Материал EPDM на него среагировал. Перешли на исполнение с FKM-кольцом. Проблема ушла. Вывод: знать среду — это не только ?вода 80°C?, это и возможные примеси, промывки, реагенты.
Другая история — кавитация. Насос работал на грани допустимого, и вибрация была выше нормы. WB3, хоть и картриджный, довольно чувствителен к радиальному биению. Ресурс съедался в разы. Решение было не в замене уплотнения, а в балансировке рабочего колеса и проверке подшипников. Но часто ли монтажники идут этим путем? Чаще просто меняют ?картридж? раз в полгода и считают его расходником. А это неверно в корне.
Был и обратный, позитивный пример. На химическом предприятии поставили WB3 в исполнении с торцевой парой SiC/SiC и пружинами из инконеля на насос с гликолем. Отработал положенные 16000 часов без нареканий. Заказчик был приятно удивлен, так как до этого использовали более дорогие импортные аналоги с тем же результатом. Ключ был как раз в правильном подборе материалов под конкретные условия, что и является профилем деятельности ООО Синтай Ваньмай, которая занимается проектированием и производством уплотнений, а не просто торговлей.
Типичные ошибки монтажа и обслуживания
Самая частая — игнорирование чистоты. Монтируют в гараже, где в воздухе пыль и стружка. Абразивная частица, попавшая между торцами при установке, гарантирует быстрый износ. Требуется буквально хирургическая чистота. Второе — чрезмерная затяжка. Картридж уже собран и отбалансирован, его нужно просто зафиксировать. Динамическая часть сама встанет на место. Но нет, некоторые техники тянут ключом изо всех сил, деформируя корпус.
Отсутствие проверки биения вала. Если вал ?бьет?, даже самое качественное механическое уплотнение долго не проживет. Допуск обычно в районе 0.05 мм, но лучше стремиться к меньшим значениям. Проверять индикатором — обязательно. И третье — забывают проверить соосность патрубков насоса и трубопровода. Насос, притянутый с перекосом, создает нагрузку на корпус, которая передается и на уплотнительный узел.
Обслуживание же часто сводится к ?работает — и ладно?. А нужно следить за температурой корпуса, наличием вибрации, мельчайшими подтеканиями. Иногда можно вовремя подтянуть сальник (если он есть в конструкции) или понять, что пора готовить замену, а не ждать аварийной остановки.
Вопрос цены и ценности: что мы на самом деле покупаем
Рынок завален дешевыми WB3. Цена может отличаться в 5-7 раз. Искушение купить подешевле велико. Но нужно понимать, за счет чего достигается эта дешевизна. Это более дешевые марки сталей, использование вторичных материалов для неметаллических деталей, упрощенная геометрия (например, скругления в каналах охлаждения, которые ухудшают поток), отсутствие должного контроля на этапе шлифовки торцов.
Настоящая ценность такого узла — это предсказуемый и длительный ресурс в конкретных условиях. Платя больше, вы покупаете не сталь и керамику, вы покупаете инженерные расчеты, контроль качества, правильный подбор материалов и, в конечном счете, отсутствие простоев своего оборудования. Сайт wm-seal.ru в своей информации делает акцент именно на проектировании и производстве, что подразумевает глубину проработки, а не просто сборку из купленных комплектующих.
Поэтому, получая коммерческое предложение, задавайте вопросы. Не ?сколько стоит WB3??, а ?какое именно исполнение WB3 вы предлагаете для моей среды с такими-то параметрами? Какие материалы вторичных уплотнений и торцевой пары? Какой запас по давлению и температуре??. Ответы сразу отделят продавца-посредника от технически грамотного поставщика, такого как ООО Синтай Ваньмай Механические Уплотнения.
Взгляд в будущее: эволюция простой конструкции
Казалось бы, что можно улучшить в такой консервативной вещи? Но прогресс есть. Вижу тенденцию к более широкому использованию композитных материалов для колец, которые лучше гасят вибрации. Появляются варианты со встроенными датчиками износа или температуры — для систем мониторинга состояния. Это уже не просто уплотнение, это элемент ?умной? системы.
Другое направление — оптимизация гидродинамики картриджа. Лазерная нанесенная микротекстура на поверхности трения для улучшения смазки и отвода тепла. Пока это больше в премиум-сегменте, но технология постепенно дешевеет.
И, конечно, экология и безопасность. Все больше требований к нулевой утечке, особенно при работе с опасными веществами. Конструкции типа WB3 эволюционируют в сторону патронных систем с двойными барьерами и полостями для контроля утечки. Старое доброе механическое уплотнение WB3 по сути своей остается, но обрастает новыми функциями и возможностями, требуя от инженеров и техников постоянного обновления знаний. Главное — не относиться к нему как к простой железке с номером в каталоге.
Соответствующая продукция
Соответствующая продукция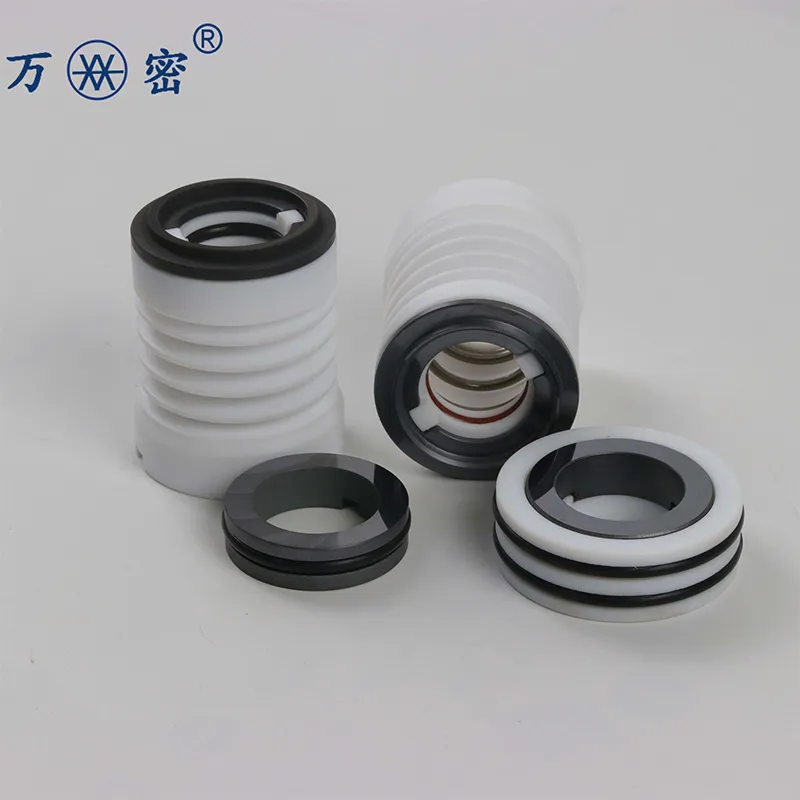







Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- двойное механическое уплотнение
- Уплотнение механическое 156
- Уплотнение механическое GLF
- одинарное механическое уплотнение
- механическое уплотнение пэн с охлаждением
- Качественное механическое уплотнение
- вода механического уплотнения
- Механическое уплотнение для насосов Flygt
- Уплотнение механическое 70
- Термостойкое механическое уплотнение



