

механическое уплотнение насоса купить
Вот смотришь на этот запрос — ?механическое уплотнение насоса купить? — и сразу понятно, что человек уже в теме, но, возможно, ещё не до конца осознаёт, насколько это комплексная задача. Многие думают, что это как подшипник: нашёл номер по каталогу, заказал, поставил — и всё работает. На деле же выбор уплотнения — это почти всегда проектирование узла заново, или как минимум тщательный аудит существующего. Ошибёшься в материале торцевых пар, в типе пружины, в конфигурации — и через месяц получишь течь, аварийный простой, а то и выгоревший насос. Я сам через это проходил, когда лет десять назад только начинал работать с насосным оборудованием. Казалось бы, купил немецкое уплотнение за большие деньги — должно же работать? А оно не работало, потому что среда была абразивная, а мы поставили стандартный графит против карбида кремния. Износ был катастрофическим.
Почему ?просто купить? — это иллюзия
Давайте начистоту. Если вы вбиваете в поиск именно такую фразу, вы, скорее всего, либо заменяете вышедшее из строя уплотнение, либо комплектуете новый агрегат. В первом случае — идеально, если есть старый образец, можно снять размеры, оценить износ. Но и тут подвох: а почему оно вышло из строя? Износ равномерный — значит, срок службы вышел. А если одна кольцевая пара стёрта, а вторая как новая? Это уже перекос вала, вибрация, неверная установка. Поставишь такое же новое — история повторится. Поэтому покупка — это последний этап. Первый — диагностика.
Во втором случае, с новым насосом, часто идут штатные уплотнения. Но они могут быть ?эконом-класса?, рассчитанные на воду при 20 градусах. А у вас, допустим, горячий щелочной раствор. Тут без кастомного решения не обойтись. Я вспоминаю проект на химическом предприятии, где для насосов, перекачивающих суспензию с твёрдыми частицами, пришлось выбирать не просто двойное механическое уплотнение, а систему с барьерной жидкостью под давлением, причём с торцевыми парами из особо твёрдого сплава. Стандартные варианты от известных брендов не подходили по габаритам. Пришлось искать производителя, который сделает под заказ.
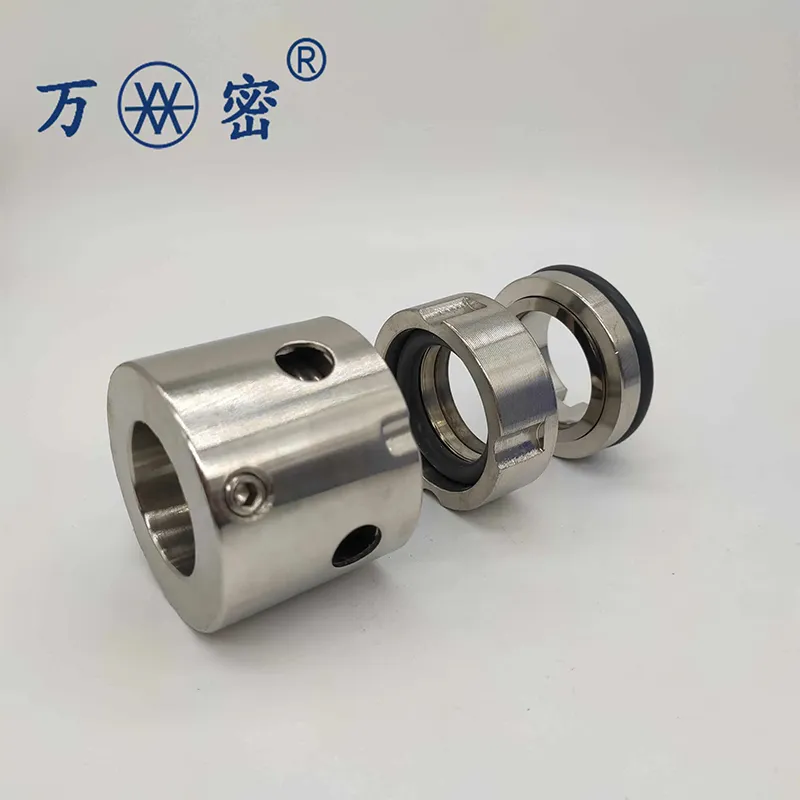
Именно тогда я вплотную столкнулся с компанией ООО Синтай Ваньмай Механические Уплотнения. Не буду говорить, что они панацея, но их подход меня тогда выручил. Не просто продажа со склада, а запрос технических условий: давление, температура, среда (состав, наличие абразива, pH), скорость вращения, диаметр вала. Без этих данных — разговор бесполезный. Их инженеры прислали несколько вариантов компоновок, с расчётом ожидаемого ресурса. Мы остановились на катриджном двойном уплотнении с инжекцией барьерного флюида. Ключевым был материал пары трения — карбид вольфрама против карбида вольфрама. Работает уже больше трёх лет, плановые осмотры показывают минимальный износ.
Критерии выбора: что важнее цены?
Цена, конечно, важна. Но она идёт далеко не первой в списке. Первое — это безопасность и надёжность. Уплотнение на насосе с легковоспламеняющейся или токсичной средой — это элемент системы безопасности. Его отказ — это ЧП. Поэтому здесь не до экономии. Второе — совместимость. Не только геометрическая (габариты, посадочные места), но и химическая. Эластомеры (уплотнительные кольца, манжеты) — это отдельная боль. Буна-N, EPDM, Viton, PTFE — у каждого своя стойкость. Ошибись — и резина разбухнет или рассыплется за неделю.
Третье — условия эксплуатации. Вал может бить, насос может работать в режиме ?старт-стоп?, среда может кристаллизоваться на холоде. Для таких случаев нужны уплотнения, устойчивые к сухому трению на старте, или сконструированные так, чтобы в зоне трения не было застойных зон. Иногда выручают нестандартные конфигурации, например, с спиральными канавками на поверхности скольжения для отвода частиц.
И вот только потом идёт цена и доступность. Готов ли ты ждать 6 месяцев поставки от премиального европейского бренда? Часто — нет. Тогда ищешь альтернативу. Российские или, как в случае с ООО Синтай Ваньмай, китайские производители с локализованной инженерией и производством могут предложить сопоставимое качество с меньшим сроком поставки. Их сайт wm-seal.ru — это, по сути, большая техническая библиотека с каталогами и, что важно, с формой для запроса расчёта. Не просто интернет-магазин, а инструмент для инженера.
Типичные ошибки при установке и как их избежать
Допустим, уплотнение выбрали идеально. А смонтировали криво. Результат — ноль. Самая частая ошибка — загрязнение рабочих поверхностей. Микроскопическая песчинка, попавшая между торцами при установке, станет очагом износа. Чистота — обязательное условие. Вторая ошибка — неправильная затяжка. Слишком слабо — будет течь. Слишком сильно — перегрев, деформация, быстрый износ. Для катриджных уплотнений это менее критично, они идут в сборе, но для компонентных — целое искусство.
Третье — игнорирование состояния вала и посадочной втулки. Биение, задиры, коррозия. На повреждённый вал даже самое дорогое уплотнение не поставишь. Нужно или шлифовать, или менять. Часто бывает, что стоимость восстановления вала сопоставима со стоимостью самого уплотнения, но это обязательная процедура.
Четвёртая, и очень коварная ошибка — неправильная обвязка для двойных уплотнений или систем с барьерной жидкостью. Тут важно и давление в барьерной системе (оно должно быть выше давления в уплотняемой камере), и правильный выбор самой барьерной жидкости. Несовместимая жидкость может попасть в продукт или, наоборот, продукт — в барьерный контур. Это уже вопросы технологии всей установки, а не просто механики.
Когда стоит обратиться к специализированному производителю
Есть ситуации, когда брать стандартное уплотнение с полки — себе дороже. 1) Агрессивные или абразивные среды. 2) Высокие температуры (выше 150°C) или криогеника. 3) Высокие скорости вращения. 4) Нестандартные размеры. 5) Необходимость впихнуть больший ресурс в те же габариты.
В этих случаях диалог с производителем, который занимается именно проектированием и изготовлением, а не только торговлей, — единственный путь. Как раз компания из нашего примера, ООО Синтай Ваньмай Механические Уплотнения, позиционирует себя именно так: проектирование, производство и продажа. Это важная последовательность. Сначала инжиниринг, потом станки. На их сайте видно, что они работают с чертежами, предлагают модификации. Это не дилер, перепродающий чужие коробки.
Из личного опыта: был случай с пищевым насосом, где требовался полностью сертифицированный по FDA материал всех частей, контактирующих с продуктом. Стандартные уплотнения имели маркировку, но не было полного пакета сертификатов. Обратились напрямую к производителю — и они предоставили все документы, от сертификатов на материалы до протоколов испытаний готового узла. Это уровень доверия, который дорогого стоит.
Резюме: так как же всё-таки ?механическое уплотнение насоса купить??
Итак, подведём неформальный итог. Сам запрос — это только начало пути. Алгоритм примерно такой: 1. Сбор всех данных об условиях работы (среда, давление, температура, обороты). 2. Аудит текущего состояния насоса (вал, посадочные места, причина выхода прежнего уплотнения из строя). 3. Определение требуемого типа уплотнения (одинарное, двойное, катриджное, компонентное) и материалов. 4. Поиск поставщика. Тут варианты: официальный дилер крупного бренда (дорого, долго, но с гарантией), универсальный склад (быстро, но риск получить ?кота в мешке?), или специализированный производитель-интегратор, как wm-seal.ru.
Последний вариант часто оказывается оптимальным по балансу цена/качество/сроки, особенно для нестандартных задач. Главное — не стесняться присылать им техзадание, чертежи, фотографии. Чем больше информации, тем точнее они смогут предложить решение, а не просто отгрузить первую попавшуюся коробку с полки.
Помните, что, покупая механическое уплотнение насоса, вы покупаете не деталь, а решение задачи по герметизации. И успех этого решения зависит не только от железа в коробке, но и от той инженерной работы, которая была проделана до нажатия кнопки ?купить?. Не пропускайте этот этап. Сэкономите час на расчётах — потеряете недели на ремонтах и простоях.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Сильфонное механическое уплотнение с резиновым сильфоном
- механическое уплотнение картриджа evms
- Уплотнение механическое JMK
- торцевое уплотнение погружного насоса
- Сильфонное торцевое уплотнение вала
- Механическое уплотнение для циркуляционных насосов
- Уплотнение механическое 70
- механическое уплотнение метабо r14
- Механическое уплотнение для насосов Sulzer
- Металлический сильфон механического уплотнения



