

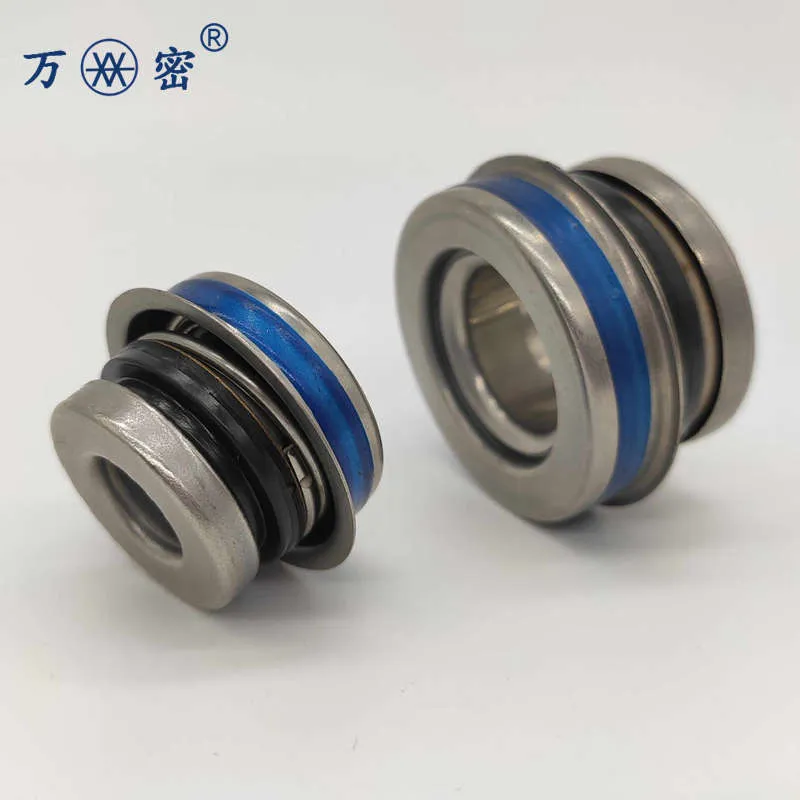
Механическое уплотнение для химических насосов
Когда слышишь ?механическое уплотнение для химических насосов?, многие представляют себе просто некий стандартный узел, который нужно вставить и забыть. На деле же — это, пожалуй, самый критичный и капризный элемент в насосе для агрессивных сред. От его выбора и монтажа зависит не только герметичность, но и то, проработает ли насос неделю или несколько лет. Частая ошибка — пытаться сэкономить на уплотнении, ставя первое попавшееся ?по размерам?, а потом удивляться, почему сальник течёт или вал разъело за пару месяцев.
Почему химия — это отдельная вселенная для уплотнений
Здесь нельзя просто взять уплотнение для воды и надеяться на удачу. Речь идёт о средах, которые могут быть абразивными, кристаллизующимися, склонными к полимеризации, да ещё и при высоких температурах или вакууме. Например, концентрированная серная кислота — одна история, а суспензия с твёрдыми частицами в той же кислоте — уже совсем другая. Материал уплотнительных пар становится вопросом номер один.
Часто вижу, как на объектах сталкиваются с проблемой ?необъяснимого? износа. Вроде и среда известна, и уплотнение от проверенного поставщика, а ресурс в разы ниже заявленного. В девяти случаях из десяти причина — в мелочах. Допустим, в системе возможны кратковременные скачки температуры выше рабочей, или при остановке насоса в полости уплотнения остаётся среда, которая при остывании кристаллизуется. При следующем пуске — всё, кольца подклинило, повредилась поверхность вала.
Отсюда идёт важный практический вывод: подбор механического уплотнения — это не только каталог и таблицы совместимости материалов. Нужно понимать весь технологический цикл, включая режимы пуска-остановки, возможность попадания посторонних частиц, условия промывки. Иногда спасает простая модификация — например, установка дополнительной промывки барьерной жидкостью или выбор конфигурации двойного торцевого уплотнения с разделительной средой.
Опыт, который дорогого стоит: случай с циркуляционным насосом на щёлочи
Хочу привести пример из практики, который хорошо иллюстрирует, как теория расходится с реальностью. На одном из предприятий стояла задача заменить уплотнения на насосах, перекачивающих горячий концентрированный раствор каустика. По справочникам, для щёлочи при высокой температуре отлично подходит пара ?углерод – никелированная сталь?. Поставили. Через месяц — течь.
Стали разбираться. Оказалось, в растворе присутствовали микропримеси хлоридов, о которых в техкарте процесса не было указано. Для нержавеющих сталей это, как известно, смерть. Началась коррозионно-механическая эрозия ответных колец. Решение нашли нестандартное: применили пару из спечённого карбида кремния против того же карбида кремния. Да, это дороже, но ресурс вырос с месяца до трёх лет. Этот случай научил меня всегда запрашивать полный химический анализ среды, а не доверять только общему названию.
Кстати, именно в таких сложных случаях начинаешь ценить поставщиков, которые не просто продают ?железо?, а способны вникнуть в проблему. Вот, например, коллеги из ООО Синтай Ваньмай Механические Уплотнения (их сайт — wm-seal.ru) как раз из таких. Они не просто предлагают каталог, а занимаются проектированием под конкретные условия. Когда у нас был сложный заказ на уплотнения для насосов, работающих со смесью органических растворителей, их инженеры запросили кучу данных по режимам работы и в итоге предложили кастомизированное решение с особыми эластомерами.
Конструктивные нюансы, которые решают всё
Помимо материалов, огромную роль играет сама конструкция механического уплотнения. Одинарное, двойное, картриджное… Для химических насосов, особенно с токсичными или опасными средами, стандартом де-факто стало двойное торцевое уплотнение. Оно обеспечивает безопасность: при износе первичного уплотнения утечка попадает в полость между уплотнениями, а не наружу. Но и здесь есть подводные камни.
Например, система барьерной жидкости. Часто её воспринимают как второстепенную, подбирают первую попавшуюся совместимую жидкость и забывают. Но если давление в барьерной системе ниже, чем в уплотняемой полости, среда из насоса может проникнуть в барьерный контур, загрязнить его и вывести из строя оба уплотнения. Контроль давления и расхода — обязателен. Иногда ставят простейшие реле, но лучше мониторить в реальном времени.
Ещё один момент — исполнение вала и посадочных мест. Бывало, получаешь идеально подобранное по материалам картриджное уплотнение, а при монтаже выясняется, что на валу есть старая выработка или коррозия, или посадка в камеру слишком тугая. При запрессовке перекашивается сальниковая коробка — и всё, равномерного прилегания пар трения не добиться. Поэтому всегда советую: перед установкой нового уплотнения проверяйте геометрию посадочных мест. Лучше потратить время на шлифовку вала, чем менять дорогостоящий картридж каждую неделю.
Монтаж и эксплуатация: где кроются основные ошибки
Можно купить самое совершенное и дорогое механическое уплотнение, но убить его за час неправильным монтажом. Самая распространённая ошибка — небрежная подготовка узла. Остатки старой среды, грязь, песок — всё это, попадая между трущимися поверхностями, действует как абразив. Перед установкой всё нужно промыть, протереть, проверить чистоту.
Вторая ошибка — неправильная затяжка. Особенно это касается не картриджных, а компонентных уплотнений, где сборка идёт по частям. Сильно перетянешь — создашь излишнее напряжение, повредишь хрупкие угольные кольца или эластомерные манжеты. Недотянешь — будет течь. Нужно чувствовать момент и следовать инструкции, а не полагаться на ?авось?. Для критичных применений лучше использовать динамометрический ключ.
И, конечно, пусковой режим. После монтажа насос нельзя сразу нагружать на полную. Нужно дать время на притирку трущихся поверхностей, обеспечить плавный выход на рабочие параметры. Иногда полезно первые часы работы проконтролировать температуру в зоне сальниковой камеры. Перегрев на старте — верный признак проблем с монтажом или несовместимости материалов.
Взгляд в будущее: что меняется в подходах к герметизации
Сейчас всё больше говорят о предиктивной аналитике и мониторинге состояния. Это касается и механических уплотнений для химических насосов. Появляются ?умные? уплотнения со встроенными датчиками износа или температуры. Пока это скорее экзотика для особо ответственных применений, но тренд очевиден. Гораздо дешевле заменить уплотнение по плану, увидев признаки износа, чем останавливать ликвидацией аварийной утечки.
Ещё одно направление — развитие новых материалов. Те же упомянутые карбиды кремния, но с различными добавками, улучшающими антифрикционные свойства или стойкость к конкретным средам. Или композитные материалы на основе PTFE. Компании, которые, как ООО Синтай Ваньмай Механические Уплотнения, имеют собственное производство и занимаются проектированием (wm-seal.ru), находятся в более выгодном положении. Они могут оперативно тестировать и предлагать новые комбинации материалов под запросы рынка, а не ждать, пока появится стандартное решение от крупного международного бренда.
В итоге, возвращаясь к началу. Механическое уплотнение — это не расходник, а высокотехнологичный узел. Его выбор — это всегда компромисс между стоимостью, ресурсом, безопасностью и ремонтопригодностью. И главный совет, который я даю после всех своих проб и ошибок: не экономьте на консультации со специалистами. Лучше потратить время на глубокий анализ условий работы, чем потом в авральном порядке менять насосы и уплотнения, неся колоссальные убытки от простоя. В химии мелочей не бывает, особенно в том, что стоит между вами и агрессивной средой.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Механическое уплотнение для погружного грязевого насоса
- Однокартриджное механическое уплотнение
- механическое уплотнение goulds 10к16
- Уплотнительный узел водяного насоса
- Сильфонное торцевое уплотнение вала
- Уплотнение механическое 70
- механическое уплотнение насоса купить
- Механические уплотнения Burgmann для насосов
- Уплотнение механическое 560
- Двойное механическое торцевое уплотнение вала



