

Механическое уплотнение для погружного грязевого насоса
Когда говорят про механическое уплотнение для погружного грязевого насоса, многие сразу думают о стандартных картриджах, которые ставят везде. Но грязь — это не просто вода с песком. Там и абразивная взвесь, и часто химически активная среда, и перепады давления, которые обычное уплотнение просто ?съедают? за сезон. Основная ошибка — пытаться адаптировать решения для чистой воды, просто взяв более твёрдые материалы. Не работает. Нужно менять всю концепцию узла.
Почему стандартные решения не выживают в грязи
Видел много случаев, когда на объект привозили насос с дорогим импортным уплотнением, рассчитанным на высокое давление, но для чистых жидкостей. Через пару недель работы — течь, перегрев, остановка. Разбираешь — а там рабочие поверхности из карбида кремния изрезаны, как борозды. Всё потому, что мелкие твёрдые частицы попадают в зазор между кольцами и действуют как абразивный порошок. Конструкция, которая должна сохранять тонкую плёнку жидкости для смазки и охлаждения, становится ловушкой для абразива.
Здесь важно не просто твёрдость, а сочетание материалов. Например, пара ?карбид вольфрама — карбид вольфрама? для таких условий часто оказывается слишком хрупкой при ударных нагрузках. А пара ?оксид алюминия — угольная графит? может не выдержать химического воздействия, если в шламе есть, скажем, остатки реагентов. Нужен индивидуальный подбор под конкретный состав пульпы.
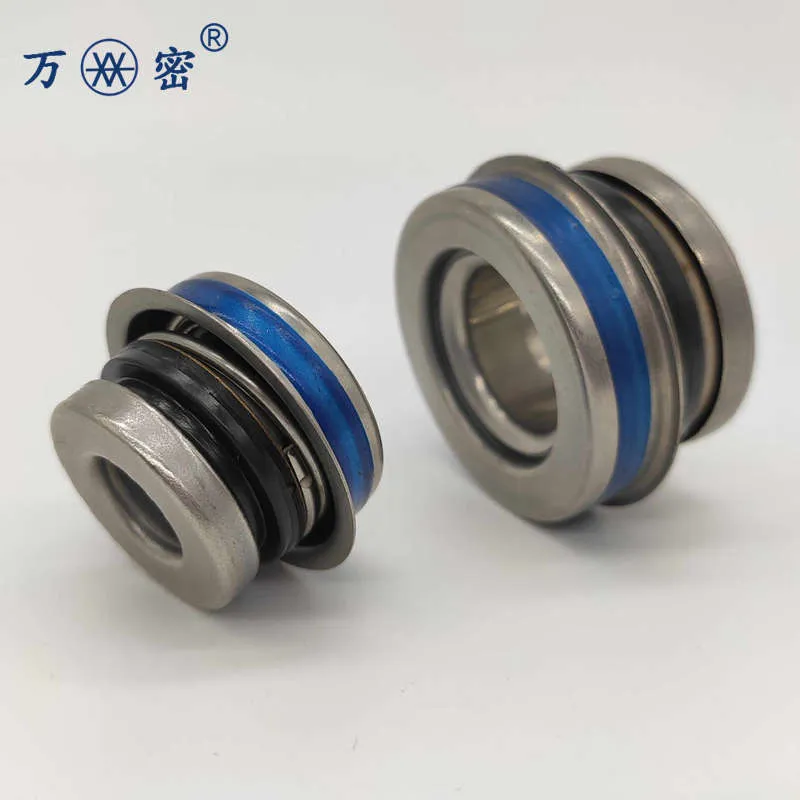
Ещё один нюанс — это нестабильность давления и наличие осевых биений вала. В погружных насосах для грязевых скважин редко бывает идеальная центровка. Поэтому уплотнение должно быть не только износостойким, но и способным компенсировать эти биения без потери герметичности. Жёсткие конструкции тут быстро выходят из строя.
Конструктивные особенности, которые реально работают
На основе нашего опыта на ООО Синтай Ваньмай Механические Уплотнения мы пришли к нескольким ключевым решениям. Во-первых, это применение уплотнений с двойной торцевой парой и барьерной жидкостью под давлением. Но не любой! Для грязевых насосов в качестве барьера часто используют чистую воду или специальный вязкий раствор, который создаёт давление, чуть выше давления в рабочей камере насоса. Это не даёт абразивной суспензии проникнуть в зону контакта уплотнительных колец.
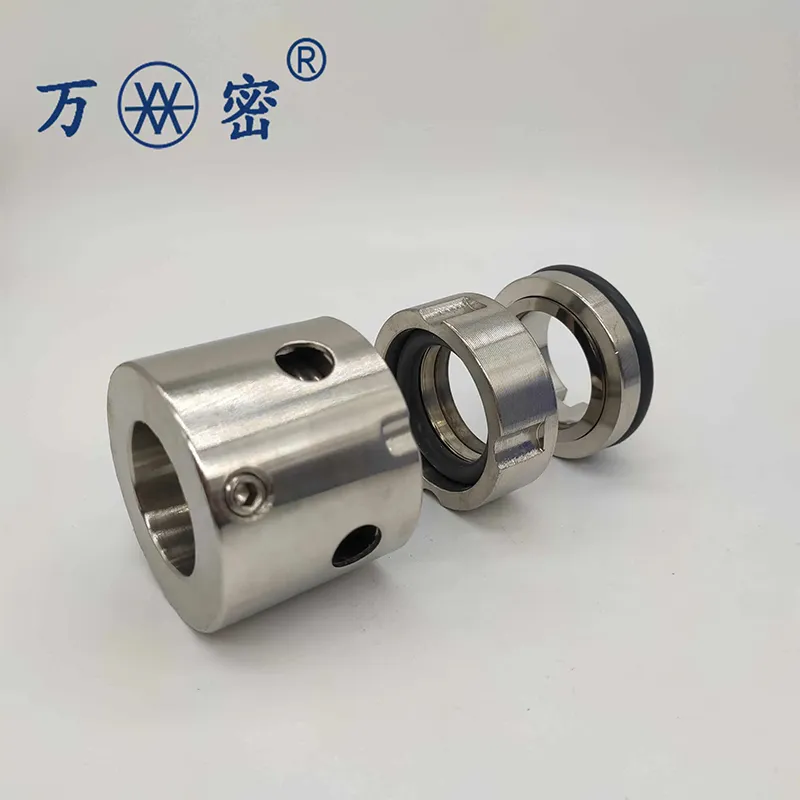
Во-вторых, критически важна геометрия самих колец и система отвода тепла. Мы делаем уплотнения с канавками на внешней стороне вращающегося кольца, которые работают как мини-турбинки, обеспечивая циркуляцию барьерной жидкости и активный теплоотвод. Перегрев — типичная причина внезапного отказа. На нашем сайте wm-seal.ru в разделе решений для горнодобывающей отрасли есть схемы, где это наглядно показано.
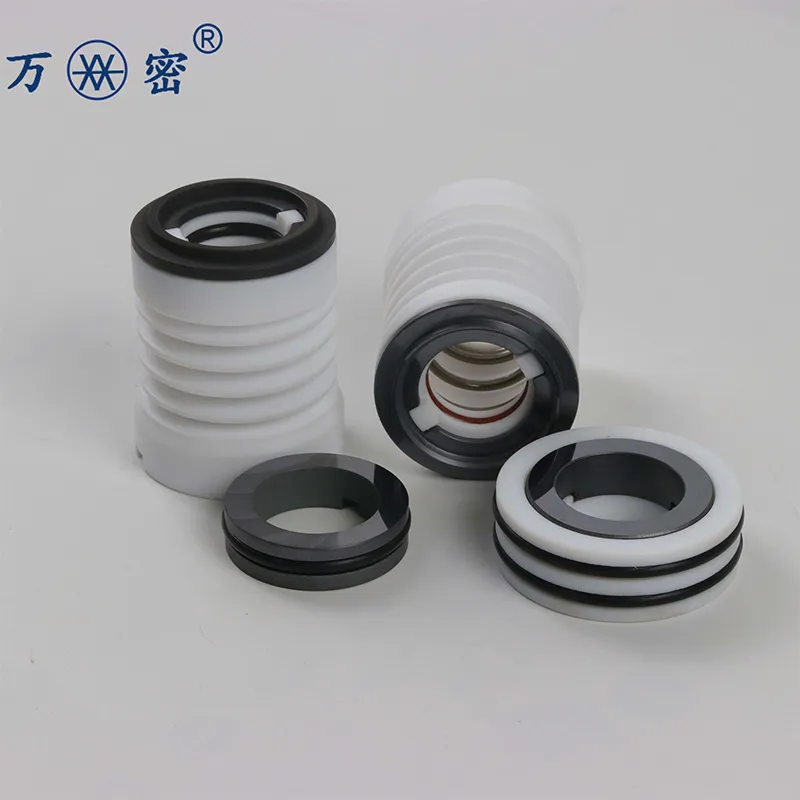
И в-третьих, это материал. Мы остановились на комбинации реакционно-связанного карбида кремния (SSiC) для одного кольца и специального упрочнённого углеродного композита для ответного. SSiC обладает исключительной стойкостью к абразиву и коррозии, а углеродный композит обеспечивает хорошую прирабатываемость и гасит вибрации. Но это решение не догма — бывают случаи, когда нужен карбид вольфрама с никелевой связкой.
Пример с настройкой и типичные ошибки монтажа
Был проект на обогатительной фабрике, где насосы работали на перекачке хвостов с высоким содержанием мелкодисперсного кварца. Ставили стандартные двойные уплотнения, но без точного контроля давления барьерной жидкости. Результат — постоянные прорывы шлама. Мы предложили не просто новое механическое уплотнение, а комплект с датчиком давления и автоматическим клапаном поддержания перепада. Да, это дороже. Но срок службы узла увеличился с 3-4 месяцев до более чем 18 месяцев. Окупилось всё за полгода только за счёт сокращения простоев.
Частая ошибка монтажников — неправильная установка пружин или сильфонов. Кажется, что всё просто: поставил и затянул. Но если перекосить уплотнительный узел при запрессовке, то локальный перегрев гарантирован уже при первых часах работы. Мы всегда настаиваем на том, чтобы наши специалисты проводили шеф-монтаж или как минимум подробный инструктаж. Информация об этом есть в описании услуг на https://www.wm-seal.ru — это не реклама, а необходимость.
Ещё момент — подготовка посадочных мест на валу и в корпусе насоса. После нескольких замен старых уплотнений поверхности бывают повреждены. Иногда дешевле и быстрее поставить ремонтную втулку, чем пытаться установить новое уплотнение на старый, разбитый вал. Это та ?мелочь?, на которой спотыкаются многие.
Вопросы совместимости и неочевидные факторы
Работая над проектированием и производством уплотнений, мы в ООО Синтай Ваньмай постоянно сталкиваемся с тем, что условия эксплуатации диктуют нестандартные требования. Например, температура. Казалось бы, в погружном насосе температура среды стабильна. Но при длительной работе на высоких оборотах в условиях плохого отвода тепла от двигателя, тепло может передаваться по валу и нагревать узел уплотнения свыше расчётных 80-90 градусов. Это меняет свойства материалов и зазоры.
Или химический состав. Один и тот же насос может качать разные пульпы. Сегодня — нейтральную породу, завтра — с остатками серной кислоты или щёлочи после промывки технологической линии. Универсального материала нет. Поэтому в нашей практике всегда есть этап запроса подробнейшей информации о среде. Без этого даже самое качественное уплотнение может не оправдать ожиданий.
Стоит также помнить про пусковые режимы. Насос после простоя может быть частично заилен. В момент пуска через уплотнение проходит густая, плотная масса с максимальной концентрацией абразива. Конструкция должна это выдерживать. Иногда имеет смысл рекомендовать предварительную промывку линии, но на практике это не всегда выполнимо.
Выводы и что смотреть в первую очередь
Итак, выбирая или проектируя механическое уплотнение для погружного грязевого насоса, нельзя брать каталог и просто выбирать модель по диаметру вала. Нужно анализировать: 1) гранулометрический и химический состав шлама, 2) реальные диапазоны давления и температуры, 3) наличие и качество системы барьерной жидкости, 4) состояние оборудования (биения, износ посадочных мест).
Наша компания, как производитель, всегда готова к такой глубокой проработке. Именно проектирование под конкретные условия, а не просто продажа готовых изделий, является нашим основным подходом, о чём прямо сказано в описании деятельности на главной странице сайта. Это не быстрый процесс, но он единственный, который даёт долгосрочный результат.
В итоге, надёжное уплотнение — это всегда системное решение, узел, спроектированный в связке с условиями работы насоса. Экономия на этапе подбора или монтажа почти всегда приводит к многократным затратам на ремонты и простои. А в условиях, например, горной добычи или гидронамыва, стоимость простоя техники в разы превышает стоимость даже самого сложного и надёжного уплотнительного узла.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты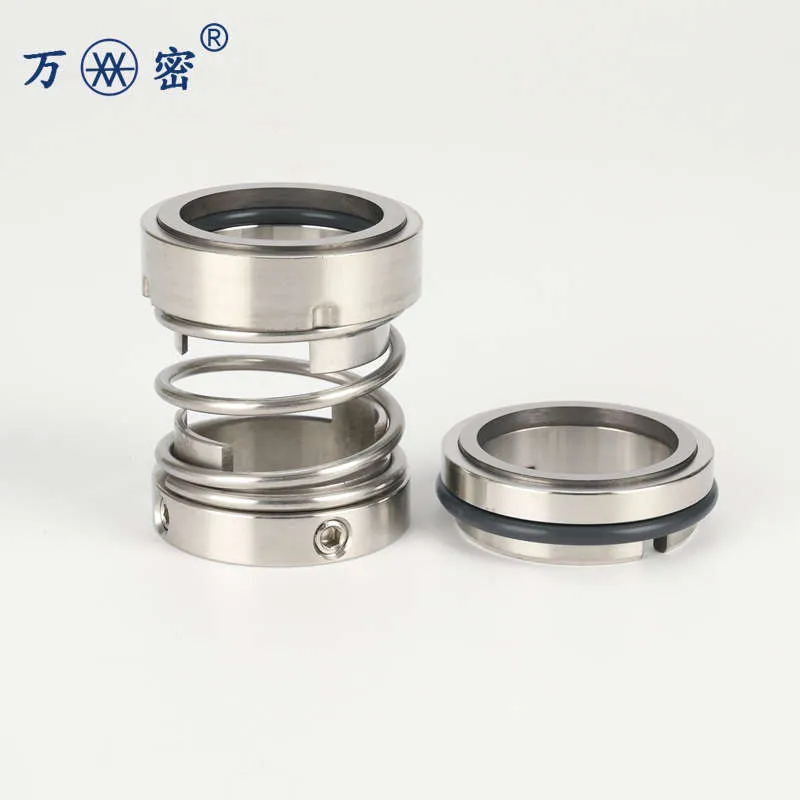








Связанный поиск
Связанный поиск- уплотнение водяного насоса мтз
- механическое сальниковое уплотнение
- уплотнение торцевое механическое bsm3n 28 g6
- механическое торцевое уплотнение sn1404 grf 50mm
- Уплотнительный узел водяного насоса
- Химическое механическое уплотнение
- Многопружинное механическое уплотнение
- двойное механическое уплотнение
- Механическое уплотнение для водяного насоса
- Однокартриджное механическое уплотнение



