

Механическое уплотнение для насосов
Когда слышишь ?механическое уплотнение?, многие, даже некоторые инженеры на местах, думают о стандартной детали, которую можно взять из каталога и поставить. Вот это и есть главная ошибка, из- которой потом текут валы, горят подшипники и останавливаются линии. На деле, это целая система, балансирующая на грани давлений, температур, вибраций и химической агрессии. И её выбор — это всегда компромисс, а не просто подбор по диаметру вала.
От чертежа до реальной помпы: где теория отстаёт
В учебниках всё красиво: уплотняемые среды, давления, скорости. Но на практике, скажем, на том же шламовом насосе, главный враг — не давление, а абразив. Можно поставить дорогущее механическое уплотнение двойное с силиконовой жидкостью барьера, но если в зазор между гранями попадёт крупинка песка — через пару часов работы получишь глубокую выработку на керамике или карбиде вольфрама. И здесь никакие каталоги не помогут, только опыт или консультация тех, кто реально сталкивался с подобными средами.
Я помню случай на обогатительной фабрике: насос подачи пульпы постоянно ?слёг? из-за выхода из строя уплотнений. Ставили разные, в том числе и импортные ?неубиваемые?. Проблема решилась не сменой марки, а… изменением точки врезки линии промывки. Оказалось, что в зону трения пар трения попадала неочищенная вода под недостаточным давлением. Добавили фильтр и подняли давление на 0.5 бара — ресурс вырос втрое. Это к вопросу о том, что система — это не только само уплотнение для насосов, но и вся обвязка вокруг него.
Ещё один момент, который часто упускают — тепловыделение. При высоких оборотах пара трения генерирует приличное количество тепла. Если его не отводить, среда в уплотнительной камере может закипеть, образовать парную пробку, и контактные грани останутся без смазки и охлаждения. Результат — термическое растрескивание. Поэтому для скоростных насосов расчёт теплового баланса так же важен, как и проверка по давлению.
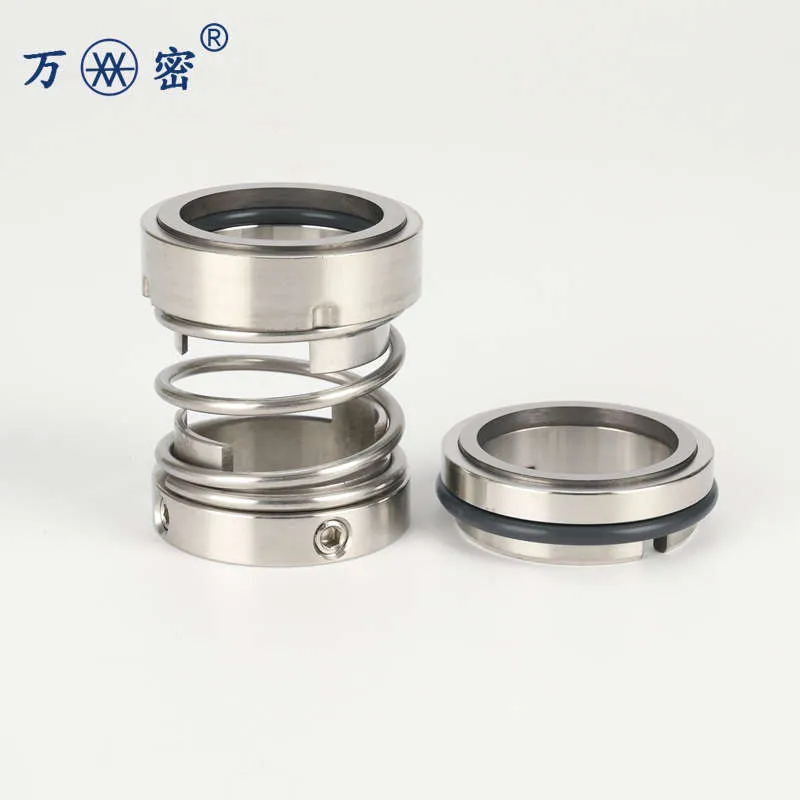
Материалы пар трения: не бывает универсального решения
Здесь поле для экспериментов огромно, и ошибки дороги. Стандартная пара — неподвижная граффитовая грань по вращающейся керамике (Al2O3). Хорошо для воды, нейтральных жидкостей. Но стоит появиться щёлочи — керамика начинает медленно, но верно разрушаться. Для щелочных сред часто идут на карбид кремния (SiC). Он химически инертен, твёрд, но и хрупок. Одна перетяжка при монтаже — и микротрещина, которая раскроется через неделю работы.
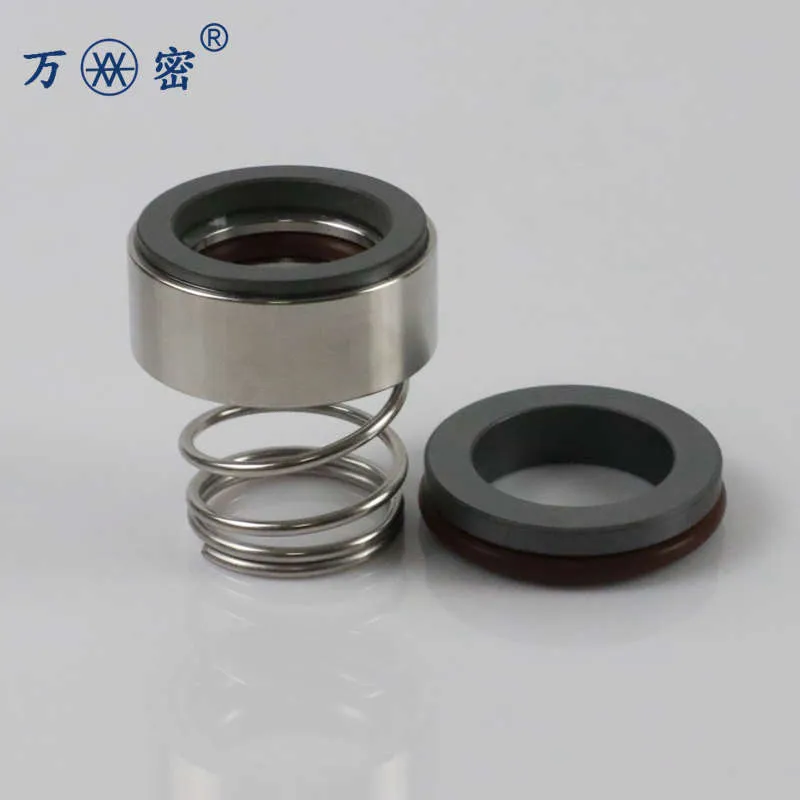
А вот для горячих масел, где нужна стойкость к закоксовыванию, часто выигрывает пара карбид вольфрама — карбид вольфрама. Да, дорого. Но при температурах под 200°C графит может начать окисляться, терять свойства. Приходится считать стоимость простоя оборудования против цены самого механического уплотнения. Иногда выгоднее поставить самое стойкое сразу.
Был у меня негативный опыт с насосом для перекачки ЛВЖ с мелкими взвесями. Поставили уплотнение с парой SiC — SiC, посчитав его идеальным по химической стойкости и износостойкости. Но вибрация от взвесей оказалась такой, что хрупкий карбид кремния дал скол на кромке. Перешли на комбинацию SiC (вращающаяся грань) против карбида вольфрама (неподвижная). Более упругая и вязкая грань из карбида вольфрама гасила микровибрации, и ресурс восстановился. Вывод: материал нужно подбирать не только по среде, но и по механическим нагрузкам.
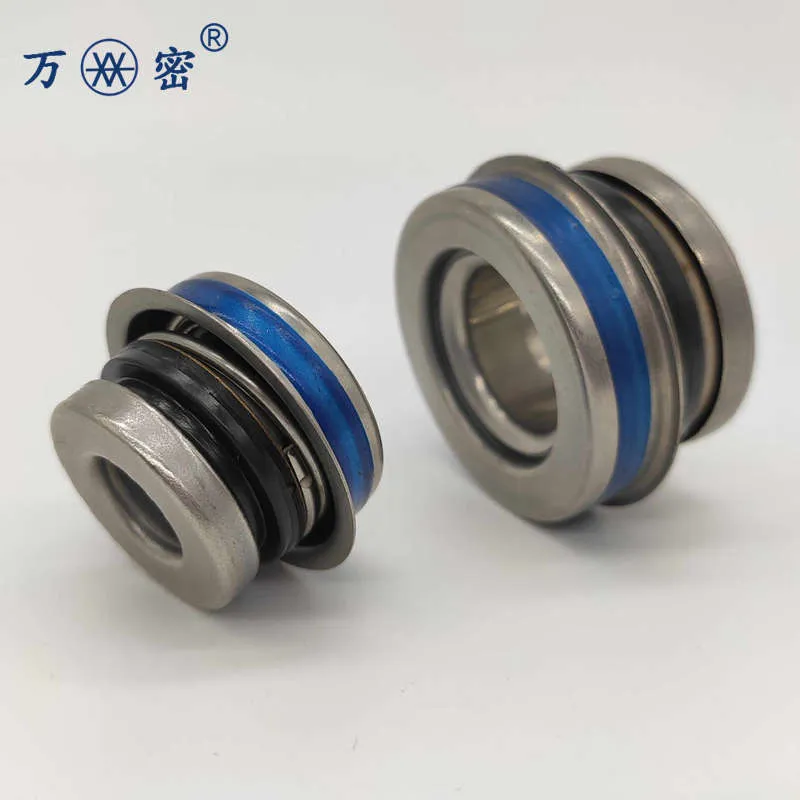
Конструктивные тонкости: одинарное, двойное, картриджное?
Выбор конструкции — это вопрос безопасности и экономики. Одинарное механическое уплотнение — самый простой и дешёвый вариант. Но оно подходит только для безопасных сред (вода, воздух), где небольшая течь наружу не критична. Для всего, что токсично, летуче, дорого или агрессивно по отношению к окружающей среде, нужно двойное (двойное торцевое). Между двумя парами трения создаётся барьерная полость, куда подаётся запирающая жидкость под давлением выше, чем в уплотняемой камере. Таким образом, если основное уплотнение и начнёт подтекать, наружу пойдёт только безопасный барьерный агент.
Но и здесь есть подводные камни. Барьерная жидкость должна быть совместима с технологической средой на случай микроподмеса. Её давление нужно постоянно контролировать и поддерживать. А это уже дополнительные затраты на систему подпитки, датчики. Иногда заказчики, желая сэкономить на вспомогательном оборудовании, просят ?как-нибудь обойтись?, а потом разводят руками при аварии.
С точки зрения монтажника, лучший друг — это картриджное уплотнение для насосов. Вся начинка собрана в единый прецизионный блок на заводе, отрегулирована и настроена. На месте нужно лишь аккуратно насадить картридж на вал, затянуть крепёж и снять монтажные скобы. Риск ошибки при установке минимален. Но и цена выше. Однако, если считать стоимость часа простоя высокопроизводительного насоса и работу квалифицированного механика, картридж почти всегда окупается. Особенно на ответственных или труднодоступных узлах.
Практика и сотрудничество: почему важно работать со специализированным производителем
Раньше часто брали что первое попалось под руку или что было в остатках на складе. Сейчас такой подход — прямая дорога к внеплановому ремонту. Рынок насыщен, и важно найти не просто поставщика, а партнёра, который глубоко в теме. Вот, к примеру, если говорить о российском сегменте, то компания ООО Синтай Ваньмай Механические Уплотнения (их сайт — wm-seal.ru) как раз из таких. Они не просто торгуют деталями, а занимаются полным циклом: проектирование, производство, продажа механических уплотнений. Это ключевое отличие.
Почему это важно? Потому что когда ты звонишь с проблемой — ?насос качает горячую щёлочь с кристаллами, уплотнение живёт две недели? — с тобой разговаривает не менеджер с каталогом, а инженер-технолог. Он может спросить про концентрацию, размер фракции, точную температуру, материал вала и корпуса насоса. И на основе этого предложить не стандартный номер из списка, а модификацию: скажем, изменить геометрию пружины, чтобы она меньше забивалась осадком, или предложить специальную пару трения, которую они сами могут изготовить под этот случай.
Работая с такими производителями, как ООО Синтай Ваньмай, ты постепенно уходишь от логики ?заменили сломанную деталь? к логике ?подобрали оптимальное техническое решение?. Это экономит время, нервы и, в конечном счёте, деньги. Их сайт wm-seal.ru — это, по сути, отправная точка для диалога, где можно увидеть, что компания в принципе способна делать, а дальше уже обсуждать конкретику в переписке или по телефону.
Итоговые мысли не в заключение, а к размышлению
Так что, возвращаясь к началу. Механическое уплотнение — это не расходник в полном смысле слова. Это точный узел, от которого зависит надёжность всей машины. Его нельзя выбирать по остаточному принципу. Нужно анализировать всю систему: среду, режимы работы, возможности обслуживания, экономику жизненного цикла.
Самый ценный совет, который я могу дать, глядя на десятки успешных и провальных инсталляций: не стесняйтесь предоставлять поставщику максимум информации о вашем применении. Чем больше данных вы дадите — о реальных, а не паспортных параметрах, о предыдущих отказах, — тем более точное и живучее решение вам предложат. Будь то крупный завод или та же ООО Синтай Ваньмай.
И последнее. Всегда, всегда проверяйте биение вала и торца камеры уплотнения перед установкой нового узла. Лучшее в мире уплотнение для насосов не проработает и часа на кривом валу. Это банально, но это та ошибка, которая повторяется с пугающей регулярностью. Кажется, что насос работает, вал крутится… а уплотнение изнашивается в десять раз быстрее нормы. И виноват в этом не производитель уплотнений, а тот, кто не провёл базовую проверку оборудования. Вот такой он, мир практики.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- механическое уплотнение насоса купить
- Термостойкое механическое уплотнение
- Металлический сильфон механического уплотнения
- Механическое уплотнение для крупносерийных насосов холодной воды
- Уплотнение механическое 108
- Высоконапорное механическое уплотнение
- механическое уплотнение картриджа evms
- Уплотнение деталей водяного насоса
- торцевые уплотнения водяных насосов
- Механическое торцевое уплотнение вала водяного насоса



