

Механическое уплотнение для конденсатного насоса
Часто слышу, как его называют просто ?уплотнением вала? и ищут аналог по размерам. Вот тут и начинаются основные проблемы. Для конденсатного насоса — это не расходник, а ключевой узел, от которого зависит, будет ли вся система работать или постоянно простаивать на ремонте. Сам через это прошел, когда лет десять назад думал, что главное — чтобы подошло по посадочным местам. Ошибка, которая потом аукнулась частыми протечками и выходом из строя подшипников из-за попадания конденсата.
Особенности среды и почему универсальные решения проваливаются
Конденсат — это не просто горячая вода. Там может быть и вакуум, и кавитация, и перепады температур, когда после останова насоса всё резко остывает. Обычное механическое уплотнение, рассчитанное на чистую воду под стабильным давлением, здесь долго не проживет. Основная задача — не дать воздуху подсасываться при работе на разрежение и при этом держать ударные нагрузки при кавитации.
Помню случай на ТЭЦ, где ставили уплотнения от обычного циркуляционного насоса. Вроде бы параметры по давлению и температуре подходили. Но через пару месяцев начался сильный свист и течь. Разобрали — оказалось, пара трения (ротор и статор) была из стандартных материалов: угольграфит против керамики. При работе в режиме ?сухого? пуска (когда конденсата мало) и с мелкими абразивными частицами (окалина в системе) керамика покрылась сеткой сколов, графит быстро износился. Пришлось срочно искать решение.
Тут важно смотреть на три вещи сразу: способность работать на грани фаз (вода/пар), стойкость к ?сухому? трению пуска/останова, и химическую инертность. Иногда конденсат имеет низкий pH из-за попадания CO2, это убивает некоторые материалы за сезон.
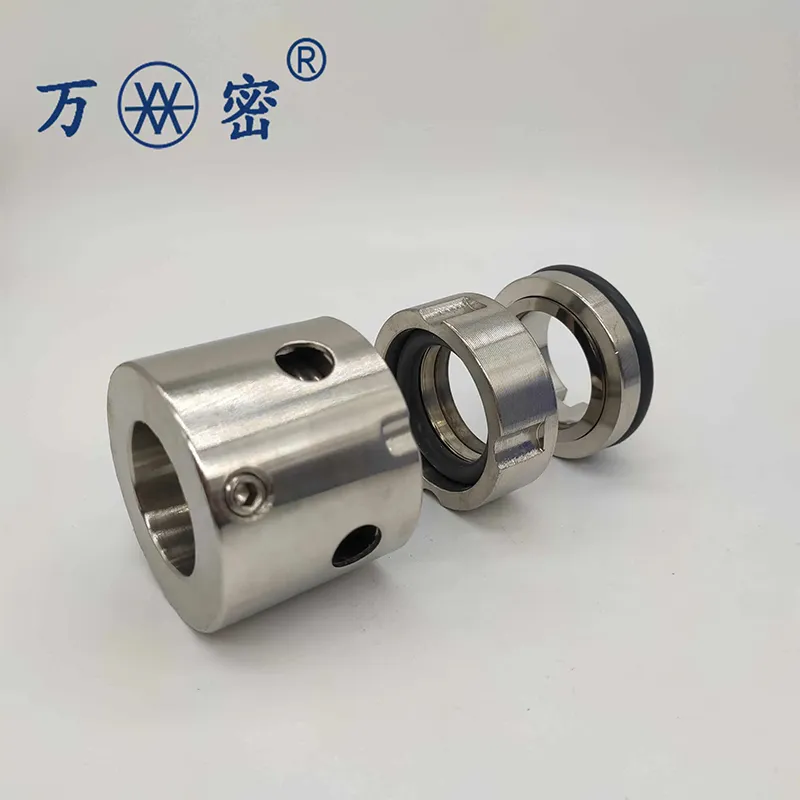
Конструктивные нюансы: двойное, тандемное или симплекс?
Выбор конструкции — это всегда компромисс между надежностью, ценой и сложностью обслуживания. Для большинства конденсатных насосов на стационарных объектах сейчас склоняются к двойным (двухбарьерным) механическим уплотнениям. Между уплотнительными парами закачивается барьерная жидкость под давлением, выше, чем в уплотняемой полости. Это гарантирует, что конденсат не протечет наружу, а если и будет утечка, то только чистая барьерная жидкость.
Но был у меня опыт с тандемной конфигурацией на мощном насосе. Теоретически — отлично: два симплексных уплотнения последовательно, первое работает на давление конденсата, второе — как резерв. На практике же возникла проблема с отводом тепла от первого уплотнения. Там, где расчетная температура среды была 80°C, локальный перегрев в паре трения достигал 120°C. Это привело к испарению конденсата в зазоре, закоксовыванию и заклиниванию. Пришлось дорабатывать узел, добавляя принудительное охлаждение на подводящей линии.
Симплексное (одиночное) уплотнение сейчас редкость, но встречается на малых насосах или в системах, где протечка конденсата не критична. Его главный плюс — простота и низкая стоимость. Минус — ресурс в разы меньше, и оно не защищает от подсоса воздуха. Если в системе вакуум — это не вариант.
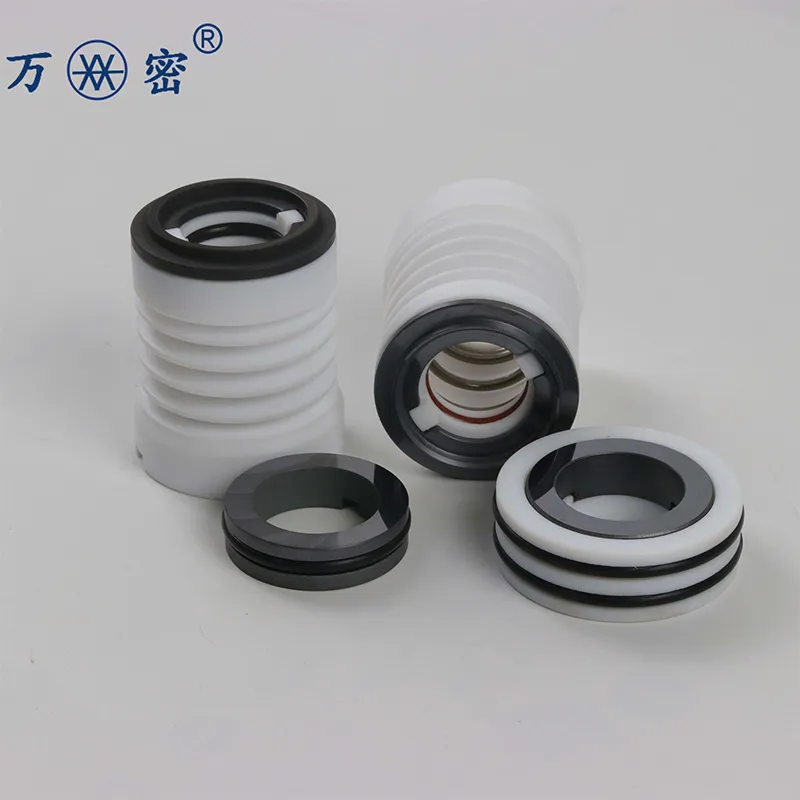
Материалы пар трения: не только карбид кремния
В каталогах часто пишут общее: ?высокоуглеродистый графит vs. карбид кремния (SiC)?. Для конденсатных насосов это, можно сказать, стандарт. Но и здесь есть подводные камни. SiC бывает реакционно-спеченный и спеченный под давлением. Первый дешевле, но у него ниже стойкость к некоторым химикатам, которые могут быть в конденсате. Второй — надежнее, но и дороже.
Однажды столкнулся с ситуацией, когда после замены уплотнения на, казалось бы, такую же пару (графит-SiC), начались вибрации. Оказалось, новый SiC-ротор имел чуть другую плотность и, как следствие, модуль упругости. Это изменило резонансные характеристики валовой сборки. Проблему решили подбором упругих элементов муфты, но время было потеряно. Теперь всегда обращаю внимание не только на марку материала, но и на производителя самой пары трения.
Для агрессивных сред иногда смотрят в сторону вольфрамо-кобальтовых сплавов (стеллит) или даже специальных покрытий. Но это уже штучные решения, и их нужно считать по полной стоимости жизненного цикла, а не только по цене закупки.
Монтаж и обкатка: где кроется 50% успеха
Можно купить самое дорогое и технологичное механическое уплотнение для конденсатного насоса, но убить его при установке за полчаса. Самая частая ошибка — неправильная осевая посадка. Уплотнение должно быть установлено с точным зазором, который указан в паспорте, а не ?на глаз?. Перекос даже в доли миллиметра приводит к неравномерному износу и течи.
Второй момент — чистота. Любая песчинка, окалина или даже волокно от ветоши, попавшее на зеркала пары трения при монтаже, действует как абразив. Перед установкой полость насоса нужно не просто протереть, а промыть. И руки в чистых перчатках.
И третий, про который часто забывают, — обкатка. После ремонта насос нельзя сразу запускать на полную нагрузку. Нужен режим плавного запуска, чтобы поверхности пары трения притерлись. Иногда в барьерную систему даже добавляют специальную приработочную смазку на первые часы работы. Пропустишь этот этап — локальный перегрев гарантирован.
С кем работать и где искать информацию
Рынок завален предложениями, но по-настоящему глубоко в теме работают единицы. Много лет в этом сегменте на российском рынке присутствует компания ООО Синтай Ваньмай Механические Уплотнения. Их сайт https://www.wm-seal.ru — это не просто каталог. Там можно найти технические заметки, схемы монтажа, рекомендации по подбору. Компания занимается проектированием, производством и продажей механических уплотнений, и что важно — у них есть линейка решений именно для энергетики, включая насосы для конденсата.
Почему это важно? Потому что когда ты звонишь с проблемой, тебе не просто продают деталь из коробки. Там могут спросить про режимы работы насоса, химический анализ конденсата, посмотреть чертеж вала и камеры уплотнения. Иногда предлагают доработать узел, например, изменить систему охлаждения или дренажа. Это подход инженеров, а не менеджеров по продажам.
Для себя я выработал правило: при серьезной замене всегда запрашивать не просто коммерческое предложение, а технико-коммерческое. Чтобы в нем было обоснование, почему выбрана именно эта модель и эти материалы. Если поставщик может его предоставить, как это делает, к примеру, команда с wm-seal.ru, — это уже половина доверия. Вторая половина — это, конечно, опыт эксплуатации. Но грамотная техническая поддержка на старте позволяет избежать многих ошибок.
Резюме: на чем нельзя экономить
Итог моего опыта прост. На механическом уплотнении конденсатного насоса экономить — значит, платить дважды, а то и трижды. Стоимость простоя насоса, особенно на критическом объекте, в десятки раз превышает разницу в цене между случайным ?аналогом? и правильно подобранным специализированным изделием.
Главное — понимать условия работы. Не просто ?вода 90 градусов?, а полный расклад: есть ли вакуум, возможны ли гидроудары, как часто будут пуски-остановы, каков состав среды. С этим набором данных уже идти к специалистам.
И последнее: даже самое лучшее уплотнение — не вечное. Нужно вести журнал, отслеживать состояние барьерной жидкости, контролировать температуру корпуса уплотнения и вибрацию. Тогда следующий ремонт будет плановым, а не аварийным, и можно будет спокойно, без аврала, подобрать оптимальную замену. В этом, собственно, и заключается профессиональный подход к, казалось бы, такому небольшому, но жизненно важному узлу.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Механическое уплотнение для насосов Flygt
- Уплотнение водяного насоса
- Уплотнение механическое WB2
- уплотнение механическое bt ar 12
- Механическое уплотнение для высокотемпературных сред
- Детали насоса, детали механического уплотнения
- Механическое уплотнение для автомобильного насоса охлаждения
- Механическое уплотнение для садовых насосов
- Уплотнение автомобильного насоса охлаждения
- Механическое уплотнение для вихревых насосов



