

Механическое уплотнение водяного насоса автомобильного электродвигателя
Вот о чём часто забывают, когда говорят про механическое уплотнение в насосе электромотора: многие думают, что это просто кусок резины и керамики, который можно заменить любым аналогом. На деле же — это ключевой узел, от которого зависит, потечёт система охлаждения через месяц или проработает годы без нареканий. Особенно в электродвигателях, где вибрация и тепловые циклы свои, особенные.
Почему стандартные решения иногда подводят
Работал с разными уплотнениями, и скажу так: универсальных почти не бывает. Берёшь, казалось бы, подходящее по каталогу уплотнение для насоса, ставишь на электродвигатель — а через пару тысяч км начинается подтекание. Первая мысль — брак. Но чаще всего дело в том, что каталог не учитывает специфику именно электропривода. Там другие рабочие температуры, другой характер нагрузки на вал, нет тех же вибраций, что от ДВС.
Один случай хорошо запомнился. Ставили на тестовый стенд насос с серийным уплотнением. Всё по мануалу. А при циклических нагрузках (имитация городского режима с частыми старт-стопами) уплотнительные поверхности начали перегреваться. Не критично, но выше расчётного. Причина оказалась в недостаточном отводе тепла от пары трения — для электродвигателя режим работы насоса прерывистый, и жидкость в зоне уплотнения иногда застаивается. Производитель насоса этого просто не предусмотрел.
Отсюда вывод: для электромобильных применений часто нужна доработка или специальный дизайн. Нельзя слепо брать решение с бензинового мотора. Нужно смотреть на материал пары трения (углеродная пара? керамика?), на конструкцию пружины (одна или несколько?), на способ компенсации биения вала. Это не мелочи.
Детали, которые решают всё: пара трения и эластомер
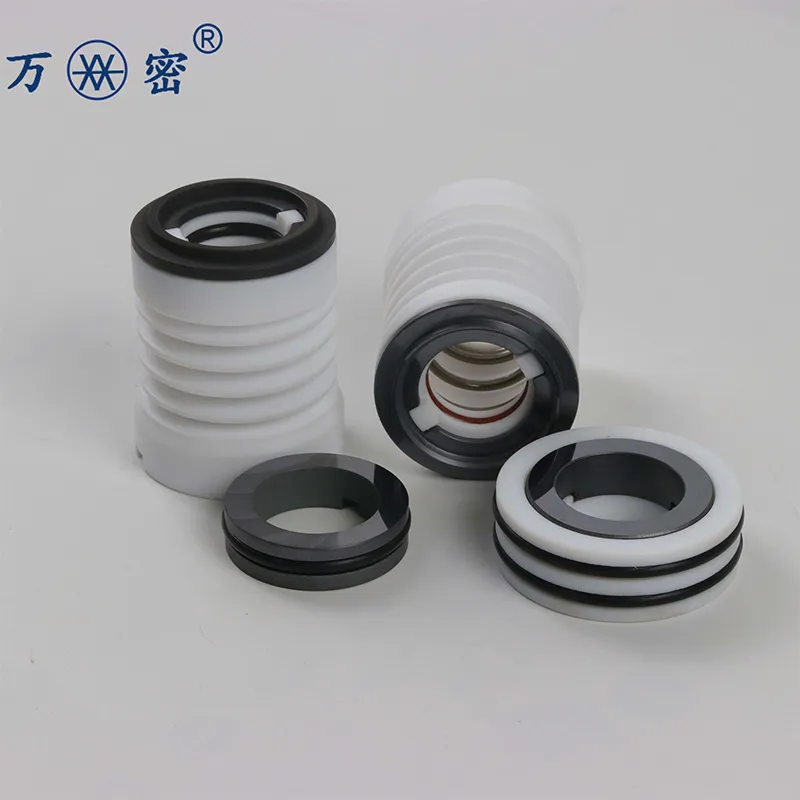
Сердце любого механического уплотнения водяного насоса — это, конечно, пара трения. В электродвигателях часто используют пару керамика (стационарное кольцо) — углерод (вращающееся кольцо). Но и тут нюанс. Какая именно керамика? Оксид алюминия? Карбид кремния? Последний, например, обладает отличной теплопроводностью, что для зоны, где возможен локальный перегрев, очень важно. Но и дороже.
А вот эластомеру — тому самому резиновому уплотнительному элементу — уделяют меньше внимания, а зря. В системе охлаждения электродвигателя могут быть специфические теплоносители. Стандартный EPDM может не подойти. Видел случаи, когда материал манжеты терял эластичность, становился ?дубовым? и переставал компенсировать вибрации. В итоге — течь по валу. Поэтому сейчас многие переходят на фторкаучуки (FKM), они более стойкие к современным антифризам и к высоким температурам.
И ещё момент по сборке. Очень важно, как уплотнение сидит в корпусе насоса. Зазор должен быть минимальным, но без натяга. Если посадка слабая — уплотнение может проворачиваться. Если слишком тугая — эластомер деформируется при запрессовке. Кажется, ерунда, но на практике это частая причина ранних отказов. Приходится иногда даже подбирать уплотнения по фактическому размеру посадочного места, особенно если речь о ремонте, а не о конвейере.
Опыт поставщиков и важность специфичных решений
Когда ищешь надёжный узел, смотришь на тех, кто специализируется именно на этом. Вот, например, ООО Синтай Ваньмай Механические Уплотнения (их сайт — wm-seal.ru). Они как раз из тех компаний, что занимаются проектированием и производством уплотнений, а не просто торговлей. Это чувствуется. У них в ассортименте есть решения, которые изначально проектировались под задачи электромобилей, а не были адаптированы постфактум.
С их продукцией связан полезный опыт. Как-то требовалось уплотнение для насоса на небольшой серийный электрокар. Стандартные варианты не обеспечивали нужный ресурс. Специалисты с wm-seal.ru предложили не просто подобрать из каталога, а изменить конструкцию пружины — сделать её не одиночной, а двойной, с разнонаправленной навивкой. Это лучше компенсировало осевые биения вала, характерные для конкретного мотора. Ресурс по итогам испытаний вырос почти вдвое.
Это к вопросу о важности работы с профильными производителями. Компания, которая сама проектирует и производит, как та же ООО Синтай Ваньмай, обычно готова вникать в такие детали. Они могут предложить кастомизацию материала пары трения или геометрии уплотнительной кромки под конкретный теплоноситель. Для мелкосерийного производства или для решений ?посложнее? это единственный путь.
Типичные ошибки при монтаже и в процессе эксплуатации
Даже самое хорошее уплотнение можно убить при установке. Самая распространённая ошибка — отсутствие смазки. Сухое уплотнение, особенно керамико-углеродная пара, при первых же оборотах вала может получить задиры. Обязательно нужно смазывать и уплотнительную поверхность, и эластомерную манжету перед установкой. Желательно той же охлаждающей жидкостью, которая будет в системе.
Вторая ошибка — неправильная ориентация. У некоторых уплотнений есть рабочая и нерабочая сторона. Если поставить наоборот, система будет течь сразу или очень скоро. Казалось бы, элементарно, но в спешке такое случается. Всегда нужно сверяться с маркировкой.
И третье — игнорирование состояния посадочных мест. Если в корпусе насоса есть забоины или коррозия в том месте, куда садится уплотнение, никакой эластомер не обеспечит герметичность. Перед установкой нового уплотнения нужно обязательно проверять и при необходимости шлифовать посадочное место. Это базовое правило ремонта, но им часто пренебрегают, списывая потом всё на качество запчасти.
Взгляд в будущее: на что обращать внимание сейчас
С развитием электромобилей требования к механическим уплотнениям ужесточаются. Ресурс в 300-500 тысяч км становится нормой. Это значит, что материалы должны быть ещё долговечнее. Вижу тенденцию к более широкому использованию карбида кремния в паре трения, причём и в стационарном, и во вращающемся кольце. Это дорого, но для премиум-сегмента уже оправдано.
Другое направление — интеллектуальный мониторинг. Пока это редкость, но думаю, скоро появятся уплотнения с датчиками износа или температуры. Для критически важных систем охлаждения в мощных электромоторах это может быть важно. Пока же остаётся полагаться на качественную механическую часть.
И главный совет, который всегда даю: не экономьте на этом узле. Разница в цене между посредственным и качественным уплотнением не так велика в масштабах всего ремонта или производства. А вот последствия протечки в системе охлаждения электродвигателя могут быть катастрофическими и очень дорогими. Лучше один раз найти надёжного поставщика, который понимает специфику, вроде тех же специалистов по механическим уплотнениям с wm-seal.ru, и работать с ними. Это избавит от множества проблем в будущем. Всё остальное — детали, которые, впрочем, и определяют надёжность.
Соответствующая продукция
Соответствующая продукция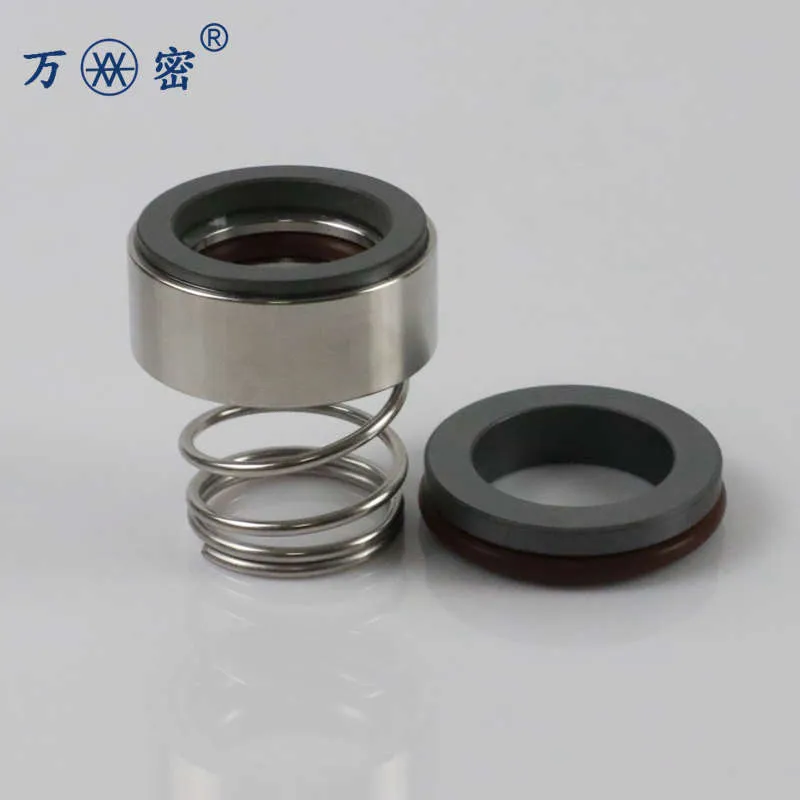







Самые продаваемые продукты
Самые продаваемые продукты










Связанный поиск
Связанный поиск- Механическое уплотнение для циркуляционных насосов
- Уплотнение механическое 224UU
- Двухстороннее торцевое уплотнение
- двойное механическое уплотнение
- механическое уплотнение goulds 10к16
- механическое уплотнение насоса купить
- Ротационное механическое уплотнение
- Картриджное уплотнение насоса GLF 12мм /16мм/22мм
- Однокартриджное механическое уплотнение
- Уплотнение механическое 166



