

механическое уплотнение вала для насоса
Когда говорят про механическое уплотнение вала для насоса, многие представляют себе просто кольцо, которое не даёт течь. На деле — это целая система, балансирующая между трением, температурой, давлением и химией среды. И главная ошибка — думать, что можно взять ?универсальное? уплотнение на любой насос. Так не работает. Вот, например, у нас на складе ООО Синтай Ваньмай Механические Уплотнения лежат десятки конфигураций, и под каждую задачу — своя. Потому что разница в работе на воде и на горячем масле — как между днём и ночью.
Из чего складывается выбор? Не только чертеж
Первое, с чего начинается разговор с клиентом — это не марка насоса, а среда. Агрессивная, нейтральная, абразивная? Температура? Давление? Частота вращения? Бывает, присылают запрос: ?нужно уплотнение на насос Х?. А когда начинаешь выяснять — оказывается, насос качает не воду, как в паспорте, а щелочной раствор с взвесью. И тут уже стандартная карбидкремниевая пара может не выйти. Нужно смотреть на материал уплотнительных поверхностей — может, вольфрамовый карбид, может, керамика Al2O3. А иногда и конструкцию менять — с одинарного на двойное, с сальниковой полостью под барьерную жидкость.
Второй момент — монтаж. Казалось бы, простая установка. Но сколько раз видел, как люди портят уплотнительные кольца из-за неаккуратной запрессовки, или забывают смазать поверхности перед сборкой. Или не проверяют биение вала — а потом удивляются, почему уплотнение ?съело? за месяц. Это не расходник, который можно воткнуть и забыть. Его нужно правильно поставить. Мы на сайте wm-seal.ru даже выкладывали простые инструкции-памятки, потому что вопросы одни и те же приходят постоянно.
И третий, про что часто забывают — это работа всухую. Даже кратковременная. Для механического уплотнения вала плёнка жидкости между трущимися поверхностями — это и смазка, и охлаждение. Если насос ?захватил воздух? или запустился на сухую, эти несколько секунд могут привести к термическим трещинам в кольцах. Поэтому для таких рисковых условий нужно сразу закладывать конструкцию, устойчивую к сухому трению, или предусматривать системы контроля.
Практические ловушки и как в них не попасть
Расскажу про один случай. Завод по переработке. Насосы на горячей смоле. Ставили стандартные уплотнения, меняли каждые 3-4 месяца. Жаловались на быстрый износ. Приехали, посмотрели. Оказалось, проблема не в самом уплотнении, а в том, что при остановке смола в полости насоса и вокруг вала застывала. При следующем запуске вал буквально рвал уплотнительные кольца, пытаясь провернуться в затвердевшей массе. Решение нашли нестандартное — спроектировали и поставили через нашу компанию уплотнения с паровым обогревом кожуха. Чтобы при остановке поддерживать температуру и не давать среде затвердевать. С тех пор ресурс вырос в разы.
Ещё одна частая ловушка — вибрация. Если насос вибрирует, или вал имеет даже допустимое, но постоянное биение, это убивает любое, даже самое дорогое механическое уплотнение. Оно рассчитано на работу в определённых условиях соосности. Вибрация приводит к микропроскальзываниям, локальным перегревам, усталостным разрушениям. Иногда проще и дешевле сначала отбалансировать насосный агрегат или проверить подшипники, чем бесконечно менять уплотнительные пары.
И, конечно, ?экономия?. Пытаются купить аналог подешевле, с ?похожими? характеристиками. А потом выясняется, что уплотнительная кромка сделана с большим допуском, или материал вторичного карбида вольфрама имеет поры. Оно поработает, да. Но ресурс будет в 2-3 раза меньше, а риск внезапной течи — выше. В итоге простоя и ремонт обходятся дороже, чем изначальная разница в цене на качественное изделие. Мы в ООО Синтай Ваньмай как производитель это видим по возвратам и рекламациям — чаще всего проблемы именно с такими ?заменами?.
Конструктивные нюансы, которые решают всё
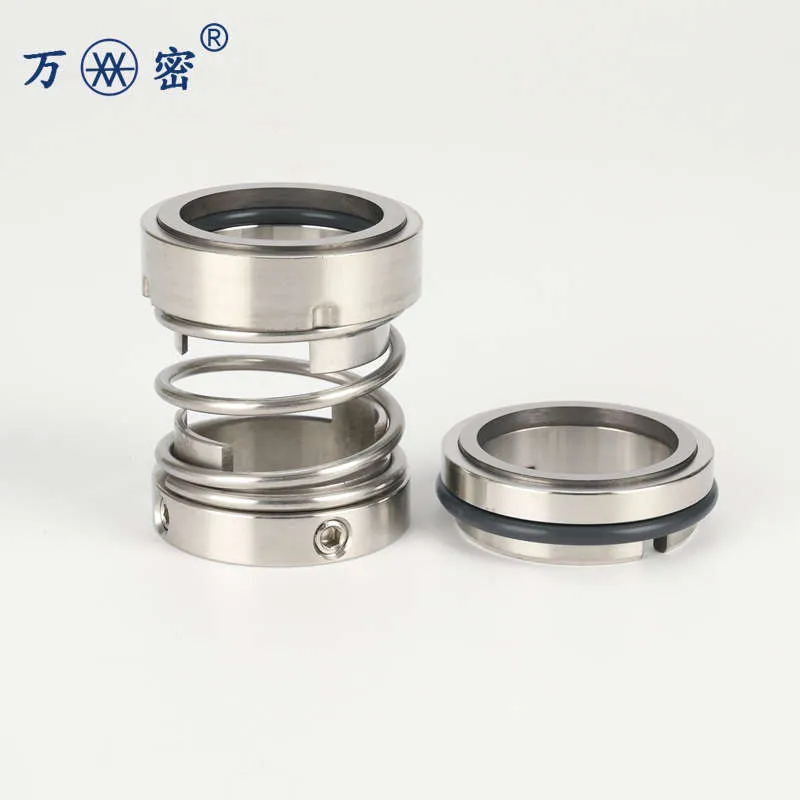
Вот, допустим, уплотнение торцовое одинарное. Кажется, всё просто: вращающееся кольцо, неподвижное, пружина. Но как реализована компенсация перекоса? Плавающее ли неподвижное кольцо? Или самоустанавливающаяся обойма? Это критично для длинных валов или при тепловых расширениях. Мы в своих разработках часто используем сферическую посадку неподвижной части — это позволяет ей ?подстраиваться? под положение вращающегося кольца, сохраняя плоскость контакта.
Сила прижима пружины. Её часто недооценивают. Слишком слабая — будет подтекание. Слишком сильная — повышенный износ и перегрев. Расчёт идёт не только на давление в насосе, но и на характеристики среды. Для легколетучих или токсичных сред усилие прижима делают выше, чтобы гарантировать герметичность даже при минимальном износе. А для абразивных сред, наоборот, иногда снижают, чтобы уменьшить скорость износа пар трения, жертвуя микроподтеканием, которое в таких случаях часто даже предусмотрено для промывки.
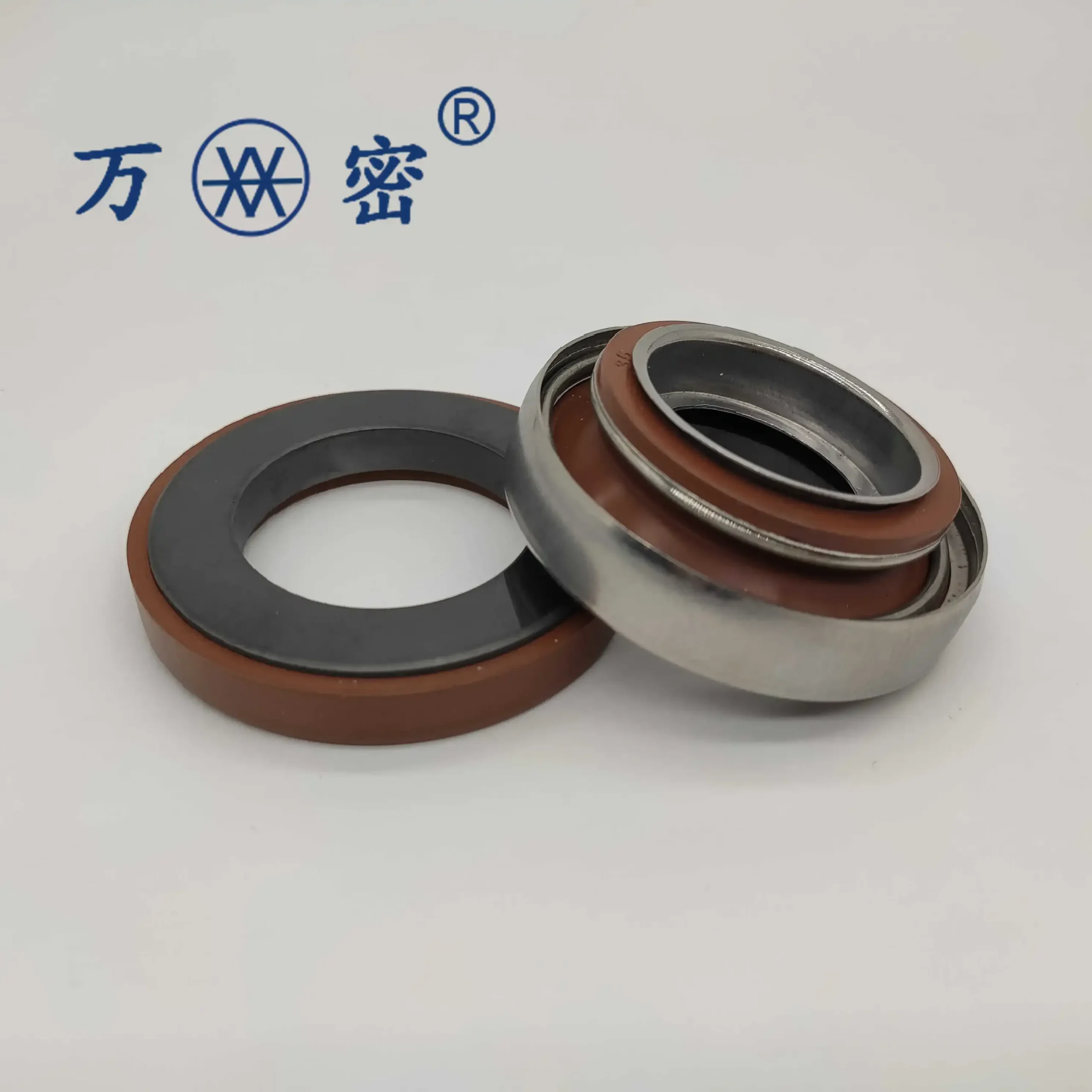
Материал вторичных уплотнений (O-rings, манжеты). Это не просто ?резинки?. От них зависит, как поведёт себя вся система при изменении температуры. Этилированный NBR для масел, EPDM для горячей воды и пара, Viton для агрессивной химии. Ошибка в выборе — и через неделю уплотнение дубеет, трескается или разбухает, теряя эластичность. При подборе мы всегда запрашиваем полный состав среды, включая возможные примеси.
Сервис и диагностика: продлить жизнь
Уплотнение — не вечное. Но его состояние можно и нужно мониторить. Самый простой признак — появление постоянной капли на контрольном отверстии сальниковой камеры (если оно есть). Это сигнал, что рабочие поверхности износились и скоро потребуется замена. Лучше запланировать её на ближайший техперерыв, чем ждать аварийного потопа.
Ещё один метод — контроль температуры корпуса уплотнения. Резкий рост может говорить о том, что смазочная плёнка нарушена, и идёт сухое трение. Современные системы иногда оснащают датчиками температуры или вибрации прямо на узле механического уплотнения вала. Для критичных применений это оправдано.
После замены вышедшего из строя уплотнения — обязательный осмотр старых деталей. По характеру износа можно точно сказать, что пошло не так. Равномерный матовый след — норма. Глубокие борозды — попал абразив. Трещины или ?задиры? — перегрев или работа всухую. Коррозия на металлических частях — не та среда. Этот ?автопси? даёт больше информации для следующего, более правильного выбора, чем любые паспортные данные.
Вместо заключения: мысль вслух
Часто смотрю на полки с готовыми уплотнениями и на чертежи новых. Кажется, всё уже придумано. Но каждый новый запрос от клиента — это новая задача. То температура под 300°C, то давление за 100 бар, то среда, которая разъедает почти всё. И вот тут начинается самое интересное: подбор пар трения из спецкерамик, расчёт тепловых потоков, разработка систем охлаждения и подпитки. Это уже не стандартный каталог, а инжиниринг. И в этом, пожалуй, главная ценность — не продать коробку с деталью, а решить проблему с утечкой надолго. Именно этим мы и занимаемся в ООО Синтай Ваньмай, от проектирования до запуска. Потому что тишина в машзале (никаких капель и свистов) — лучшая благодарность.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- ПТФЭ сильфонное механическое уплотнение
- одинарное механическое уплотнение для мешалок
- Уплотнение механическое 104
- уплотнение водяного насоса камаз
- Серия WM WB3
- Уплотнение механическое 108
- механическое уплотнение метабо r14
- Уплотнение механическое 70
- Ротационное механическое уплотнение
- Механическое уплотнение для автомобильных водяных насосов



