

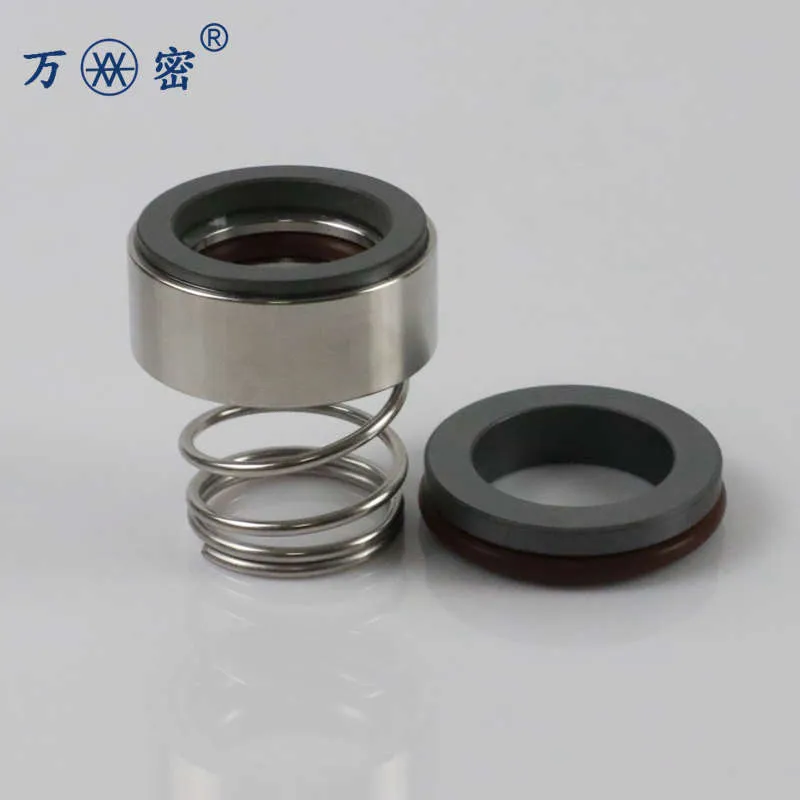
механическое сальниковое уплотнение
Вот смотришь на это устройство — кольца, пружина, корпус — и кажется, всё просто. Многие так и думают, особенно те, кто далёк от насосов и смесителей. Главная ошибка — считать, что механическое сальниковое уплотнение это расходник, который можно взять ?примерно такой же? и забыть. На деле, это система, где каждый микрон зазора, каждый материал пары трения, и даже направление навивки пружины — всё имеет значение. И цена ошибки — не просто капля, а остановка агрегата, смесь в продукте, авария. Я сам через это проходил, когда лет десять назад пытался на старом оборудовании ставить первые попавшиеся уплотнения из ближайшего склада. Результат? Месяц постоянных замен и головной боли, пока не сел разбираться по-настоящему.
От чертежа до металла: где кроется дьявол
Взять, к примеру, наш опыт на ООО Синтай Ваньмай Механические Уплотнения. Когда только начинали локализовать производство, казалось, главное — точно повторить геометрию. Отлили керамику, выточили графит, собрали. Но на испытаниях ресурс был в два раза ниже заявленного. Стали копать. Оказалось, дело не в размерах, а в чистоте поверхности торцов. Не в шероховатости по паспорту, а в микроскопических вырывах материала после шлифовки, которые не видно без лупы. Они-то и становились центрами износа. Пришлось полностью пересматривать финальную операцию притирки, подбирать пасты, давление. Это тот самый момент, когда понимаешь, что производство — это не станок, а процесс, цепочка из сотен нюансов.
Или другой случай — с тепловыми расширениями. Для агрессивных сред часто используют углеродную керамику. Коэффициенты расширения у колец разные. Если расчёт сделан на ?среднюю? температуру, а аппарат работает в режиме частых пусков-остановок (как, скажем, в химическом реакторе), то в холодном состоянии уплотнение может быть слишком свободным, давать протечку, а при резком нагреве — заклинить. Видел такие ?запечённые? узлы, которые приходилось выбивать с гидравликой. Вывод? Подбор пары трения — это всегда компромисс между износостойкостью, химической стойкостью и теплопроводностью. Универсального решения нет.
Часто спрашивают про пружины. Казалось бы, деталь простая. Но если взять обычную пружинную сталь без покрытия для работы, условно, в слабом растворе щёлочи, она может корродировать не снаружи, а между витками. Сила нажатия падает постепенно, незаметно, а уплотнение начинает ?потеть?. Обнаружишь это только при плановой разборке, а до того — потери продукта. Поэтому сейчас для ответственных применений мы на wm-seal.ru всё чаще идём на использование хастеллоя или хотя бы с обязательным оксидированием. Да, дороже. Но надёжность — не та статья, где можно экономить.
Полевые испытания: теория встречается с реальностью
Лучший учитель — это отказ. Был у нас проект для пищевого насоса, перекачивающего суспензию с абразивными частицами. Поставили классическое двойное механическое сальниковое уплотнение с промывкой. По паспорту — всё идеально. Через неделю звонок: течёт. Разобрали — внешнее кольцо графитовое было изъедено, как будто песком проскребли. Оказалось, абразив проходил через зазоры сальниковой камеры и оседал именно в зоне контакта. Промывка не успевала его выносить. Решение нашли нестандартное: применили уплотнение с гидродинамическими канавками на внешнем кольце. При вращении они создают микровихри, которые отбрасывают твёрдые частицы от плоскости трения. Сработало. Но на это ушло два месяца проб и переделок.
Ещё одна история про монтаж. Можно сделать идеальный узел, но убить его при установке. Типичная ошибка — неравномерная затяжка сальниковой камеры. Монтажник закручивает болты по кругу, но без динамометрического ключа. Перекос в доли миллиметра — и нагрузка на уплотнительные кольца становится неравномерной. Одна сторона изнашивается быстрее, появляется эллипсность, течь. Теперь в инструкции к нашим изделиям мы обязательно вставляем схему затяжки ?крест-накрест? и рекомендуемый момент. Но знаете, как часто этим пренебрегают? Постоянно. Поэтому часть нашей работы — это обучение и консультации, которые мы проводим прямо на сайте для клиентов.
Или температурный режим. В лаборатории испытывают на стенде с водой при 20-80 градусах. А в реальности на ТЭЦ тот же насос может качать горячий конденсат под 150°C, а потом в него попадает холодная вода из другой линии. Термоудар. Материалы, которые прекрасно работают при стабильной температуре, в таких условиях покрываются сеткой микротрещин. Пришлось для энергетиков разрабатывать специальные версии с более пластичными уплотнительными кольцами из специальных марок графита, менее чувствительных к циклическим нагрузкам.
Материалы: алхимия современной инженерии
Графит — это целая вселенная. Не просто ?уголь?. Есть спечённый, есть антифрикционный с пропиткой бронзой, есть с пропиткой смолами для агрессивных сред. Раньше думал, что смоляная пропитка — для химии. Ан нет, она ещё и уплотняет структуру, делает материал менее пористым. Но у неё есть минус — ограничение по температуре. Перегрел — смола выгорает, графит становится хрупким и начинает пылить. Видел такие последствия на насосах горячего масла. Поэтому для высоких температур идёт чистый спечённый графит, но он дороже и требует более качественной притирки.
Второе кольцо — часто керамика. Оксид алюминия, карбид кремния. Карбид кремния твёрже и дороже. Его ставить всегда и везде? Нет, не всегда. Для чистой воды без абразива отлично работает и более дешёвый оксид алюминия. Но если в среде есть даже намёк на абразивные частицы или возможна кавитация (те самые пузырьки, которые схлопываются с микроударом), то без карбида кремния — никуда. Его износостойкость в разы выше. Мы на своём производстве сейчас перешли на использование реакционно-связанного карбида кремния для большинства ответственных применений. Это, кстати, хорошо видно в каталоге на https://www.wm-seal.ru — линейка материалов расширилась именно в эту сторону.
А вот про эластомеры часто забывают. Вторичное уплотнение — это же просто O-ринг, думают многие. Но если основной блок работает на кислоте, а манжета сделана из стандартного NBR (нитрила), то она разбухнет и потеряет эластичность за месяц. Нужен EPDM, Viton или PTFE. Был случай на спиртовом производстве: уплотнение меняли каждые полгода, хотя должно было работать года два. Вскрыли — манжета дубела и треснула. Оказалось, в продукте были следовые количества сивушных масел, на которые нитрил и среагировал. Заменили материал вторичного уплотнения — проблема ушла.
Экономика надёжности: считать не только цену за штуку
Самое сложное — объяснить заказчику, почему наша механическое сальниковое уплотнение в три раза дороже аналога с барахолки. Не все готовы считать полную стоимость владения. Приходится раскладывать: давайте посчитаем не цену узла, а стоимость часа простоя вашего насоса стоимостью в несколько миллионов. Плюс стоимость потерянного продукта (особенно если это дорогой реагент или пищевой ингредиент). Плюс работа ремонтной бригады на замену. Когда складываешь эти цифры, разница в цене самого уплотнения становится мизерной.
Поэтому наша компания, ООО Синтай Ваньмай Механические Уплотнения, всё чаще работает по схеме не просто ?продали и забыли?, а с сопровождением. Запрашиваем у клиента реальные условия: точный состав среды, температурный график, давление, наличие вибрации, цикличность работы. Иногда даже просим пробы среды для испытаний. Да, это дольше. Но в итоге мы подбираем или проектируем решение, которое работает предсказуемо. Это выгоднее всем.
Яркий пример — сотрудничество с одним из химических комбинатов. Они годами покупали дешёвые уплотнения и меняли их раз в квартал на каждом из сотен насосов. Подсчитали общие затраты на ремонтные фонды и простои. Перешли на наши кастомизированные решения с увеличенным ресурсом. Замена теперь раз в полтора-два года. Экономия на обслуживании составила десятки процентов в год, несмотря на более высокую первоначальную цену. Это и есть та самая эффективность, к которой нужно стремиться.
Взгляд в будущее: что меняется в этой, казалось бы, консервативной области
Казалось бы, что нового можно придумать в устройстве из двух колец и пружины? Оказывается, можно. Один из трендов — внедрение датчиков. Не просто механическое сальниковое уплотнение, а ?умное?. В корпус встраивается миниатюрный датчик температуры или вибрации. По изменению параметров можно предсказать износ или начало работы в сухом режиме (что смертельно для пары трения) и запланировать замену до аварии. Это уже не фантастика, мы тестируем такие прототипы для критичных применений в энергетике.
Другой вектор — аддитивные технологии. Не для массового производства, конечно, а для штучных, сложных случаев. Например, корпус уплотнения со сложной системой каналов для подвода и отвода промывочной жидкости, который невозможно выточить фрезой из-за внутренних полостей. Печать на металлическом 3D-принтере позволяет создать оптимальную гидравлику внутри самого узла, повышая эффективность отвода тепла и частиц.
И, конечно, материалы. Появляются новые композиты на основе карбида кремния с добавками, которые ещё больше снижают коэффициент трения. Исследуются покрытия, напыляемые на поверхность трения методом CVD (химическое осаждение из паровой фазы), которые увеличивают твёрдость и химическую инертность. Всё это постепенно переходит из лабораторий в реальные продукты. Задача производителя вроде нас — не отставать, тестировать и предлагать клиенту то, что действительно даст ему преимущество, а не просто будет ?модной фишкой?. В конце концов, суть остаётся прежней: обеспечить герметичность в самых сложных условиях. А как этого добиться — тут поле для работы непаханое.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- одинарное механическое уплотнение для мешалок
- Двойное механическое торцевое уплотнение вала
- Однопружинное механическое уплотнение
- Механическое уплотнение для водяных и канализационных насосов
- механическое уплотнение метабо r14
- механическое уплотнение goulds 10к16
- торцевые механические уплотнения для насосов
- Уплотнительный узел водяного насоса
- Уплотнение деталей водяного насоса
- Уплотнение механическое 208



