

Замена механического уплотнения насоса на типы MG1/MG12/MG13
Вот что интересно: многие думают, что замена уплотнения на насосах серии MG — это просто вопрос снятия старого и установки нового кольца. На деле же, особенно с MG1, MG12 и MG13, тут кроется масса нюансов, о которых не пишут в кратких мануалах. Сам через это прошел, и не раз. Порой кажется, что уплотнение подошло, а после запуска начинаются течи или перегрев. Или, что чаще, люди путают конструктивные особенности этих типов, считая их взаимозаменяемыми. Сейчас попробую разложить по полочкам, как это бывает на практике.
Чем отличаются MG1, MG12 и MG13: не только цифры
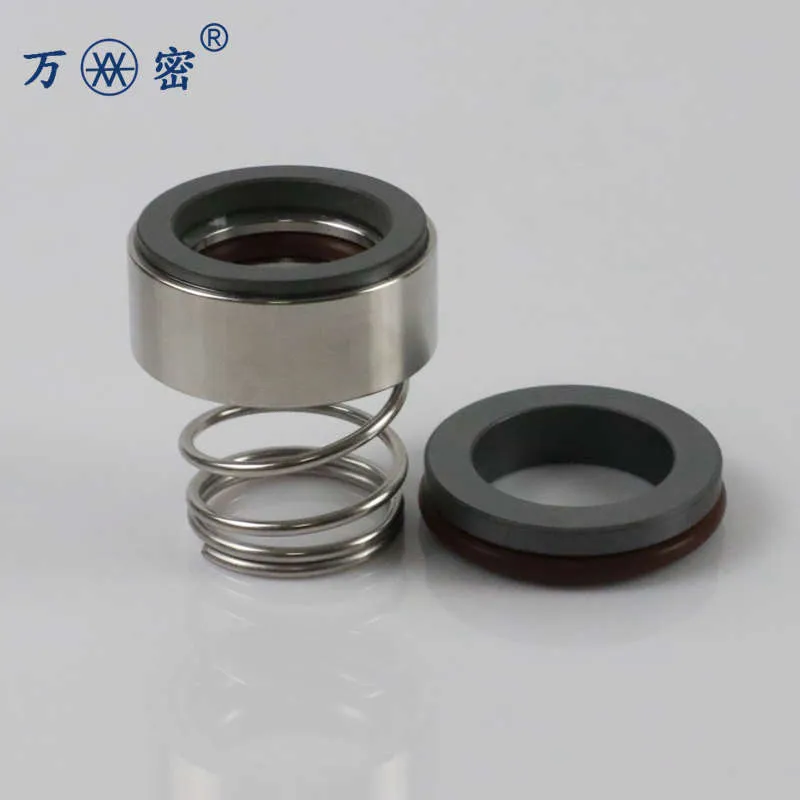
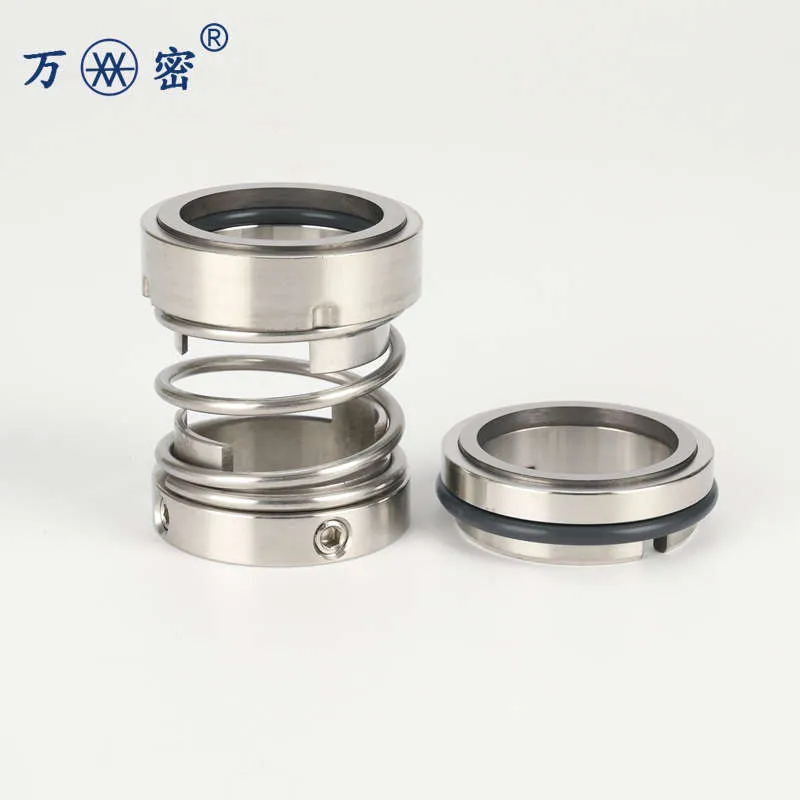
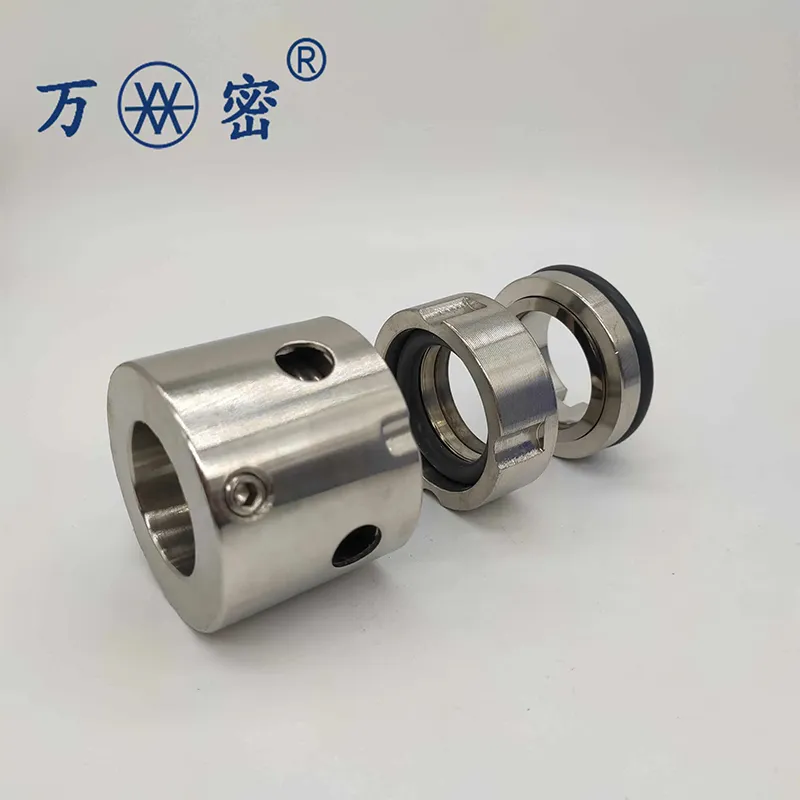
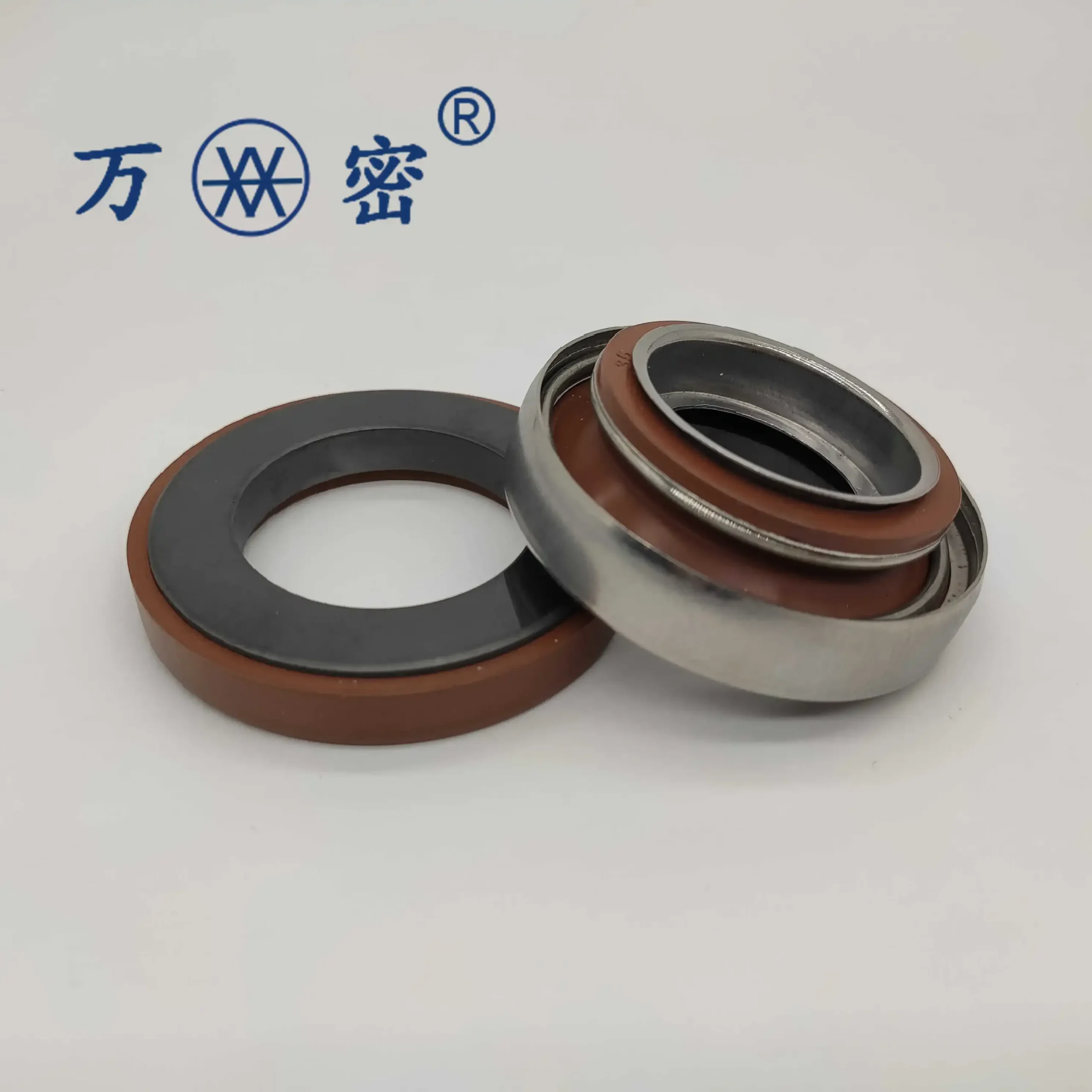
Начнем с основ, которые почему-то часто упускают. MG1 — это, как правило, более старая, но надежная конструкция, часто с одинарным уплотнением и жесткими требованиями к соосности вала. Если ее ставить на место MG12 без доработок, почти гарантированно будут проблемы с биением. У MG12 уже часто иная геометрия посадки и материал вторичного кольца — там может быть углерод-графит другой плотности. А MG13 — это уже часто модификация под более высокие давления или агрессивные среды, с иным набором пружин или сильфоном вместо пружинного блока.
Однажды на насосной станции пытались поставить уплотнение от MG13 на агрегат, рассчитанный под MG12. Вроде бы, внешне село идеально. Но при запуске возникла вибрация, которую сначала списали на дисбаланс ротора. Разобрали — оказалось, что радиальная жесткость узла MG13 была выше, и это изменило частотные характеристики вала. Пришлось менять на родное. Это к вопросу о взаимозаменяемости.
Кстати, по материалам. Для MG1 часто шли стандартные пары керамика-графит. В MG12 уже начали активно применять карбид кремния против угольного графита. А в MG13 можно встретить и вольфрамовый карбид, и даже спеченные материалы. Поэтому при замене всегда нужно смотреть не на тип в названии, а на паспортные данные среды: температура, наличие абразива, pH. Иначе ресурс упадет в разы.
Процедура замены: где чаще всего ошибаются
Самая распространенная ошибка — не проверить состояние посадочных мест на валу и в корпусе насоса. Кажется, что если уплотнение механическое поменяли, то причина устранена. Но часто старый узел MG1 оставляет выработку или задиры на валу. Если их не убрать (хотя бы полировкой), новое уплотнение MG12 или MG13 долго не проработает — будет износ сальниковой части и течь.
Второй момент — чистота. Мелкая стружка или песок, оставшиеся после демонтажа, гарантированно убьют даже самое дорогое уплотнение за несколько часов работы. Особенно критично для пар трения в MG13, где зазоры минимальны. Я всегда промываю полости чистым керосином или спиртом, даже если насос работал на воде. И проверяю отсутствие заусенцев на всех кромках.
И третий, почти ритуальный этап — смазка при установке. Нельзя использовать первую попавшуюся смазку. Для уплотнений с резиновыми элементами (а они есть во многих MG12) нужна силиконовая смазка. Для других — иногда достаточно просто смочить средой, в которой будет работать насос. Однажды видел, как мастер использовал густую литол — при запуске резиновые манжеты разбухли и заклинили вращающуюся часть. Пришлось все переделывать.
Случай из практики: замена на химкомбинате
Был у меня опыт на одном старом предприятии, где работали насосы с MG1, кажется, еще советского производства. Решили модернизировать и поставить современные аналоги. Выбрали, по документам, подходящие уплотнения от ООО Синтай Ваньмай Механические Уплотнения (их сайт, кстати, https://www.wm-seal.ru — там есть хорошие технические спецификации). Компания эта как раз занимается проектированием и производством таких узлов, так что взяли их вариант под тип MG12.
Но проблема была в том, что в старых насосах не было дренажных и сальниковых полостей, которые предусмотрены в конструкции современных MG12 для отвода утечек. Пришлось на месте, что называется, ?химичить? — делать дополнительные каналы в корпусе, чтобы организовать циркуляцию барьерной жидкости. Без этого уплотнение бы перегрелось. Это к вопросу о том, что даже качественные изделия, как у ООО Синтай Ваньмай, требуют адаптации под конкретный агрегат.
После запуска все работало, но первые сутки мы постоянно мониторили температуру на корпусе уплотнения. Показательно, что родное уплотнение MG1 работало при 65-70 градусах, а новый узел от wm-seal.ru выше 55 не поднимался — сказались более эффективные материалы теплоотвода. Но это уже детали.
Мысли по поводу выбора поставщика и совместимости
Сейчас на рынке много предложений, но не все понимают, что для типов MG1, MG12, MG13 часто нужны не просто аналоги, а именно конструктивное соответствие. Когда обращаешься в специализированную фирму, типа упомянутой ООО Синтай Ваньмай Механические Уплотнения, есть шанс получить консультацию и подбор именно под твой случай. Они, судя по описанию на их сайте, как раз делают упор на проектирование и производство, а не только на торговлю.
Важный момент: даже у них в линейке могут быть разные исполнения под один и тот же тип MG. Например, для MG13 может быть вариант с сильфоном из эльгилоя или из хастеллоя. Цена отличается в разы, но и среда работы — тоже. Если качаешь обычную горячую воду, нет смысла ставить дорогущую версию под концентрированные кислоты. Но и наоборот — если поставить ?водяное? уплотнение на кислотный насос, оно развалится за месяц.
Поэтому мое правило: всегда запрашивать не просто каталог, а техописание на конкретное изделие. И сверять его с паспортом насоса и условиями технологического процесса. Часто помогает даже просто позвонить и описать ситуацию их инженеру — сбережешь и время, и нервы.
Неудачи, из которых сделал выводы
Было и такое, что пытался сэкономить и взял noname-уплотнение, якобы подходящее для MG12. Установил на насос, перекачивающий суспензию с мелким абразивом. Через неделю — течь. Разобрал — оказалось, что твердая пара (вращающееся кольцо) была сделана из низкосортной керамики с пористостью. Абразивные частицы забились в поры и работали как наждак, прорезав мягкое кольцо за несколько дней.
После этого случая я всегда проверяю сертификаты на материалы, особенно для пар трения. И предпочитаю работать с производителями, которые дают такую информацию открыто. Как, например, на сайте wm-seal.ru — у них в карточках товаров часто указаны и материалы, и рекомендуемые среды. Это серьезно упрощает жизнь.
Еще один вывод: не стоит пренебрегать заменой всех сопутствующих элементов — уплотнительных колец, прокладок, пружин. Даже если старые выглядят нормально. Уплотнение — это система, и слабое звено потянет за собой все. Особенно это касается пружин в MG1 — они со временем теряют упругость, и натяга становится недостаточно для надежного прилегания колец.
Вместо заключения: несколько коротких правил
Итак, если резюмировать мой опыт по замене механического уплотнения насоса на типах MG1, MG12, MG13. Во-первых, никогда не считай эти типы прямыми аналогами — изучай чертежи и спецификации. Во-вторых, готовь посадочное место тщательнее, чем для подшипника — чистота и геометрия решают все. В-третьих, подбирай уплотнение не по названию, а по реальным условиям работы: среда, давление, температура, наличие примесей.
И, пожалуй, главное — не стесняйся обращаться к специалистам, которые именно проектируют и производят эти узлы, как та же компания ООО Синтай Ваньмай. Их консультация может предотвратить ошибку, которая обойдется дороже, чем само уплотнение. Потому что в нашем деле цена простоя насоса часто в десятки раз превышает стоимость ремонта. А надежная работа после замены — это и есть конечная цель.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Сильфонное торцевое уплотнение вала
- Механическое уплотнение для вихревых насосов
- Механическое уплотнение для насосов
- уплотнение механическое графлекс
- Механическое уплотнение для крупносерийных насосов холодной воды
- Механическое уплотнение Lowara
- Уплотнение механическое 166
- Уплотнение из нержавеющей стали
- Уплотнительный узел водяного насоса
- механическое сальниковое уплотнение



